20 obráběn čela, Bod startu obrysu / rychloposuv g100 – HEIDENHAIN MANUALplus 4110 Uživatelská příručka
Stránka 360
360
6 Programován podle DIN
6.20 Obráběn čela
6.20 Obráběn čela
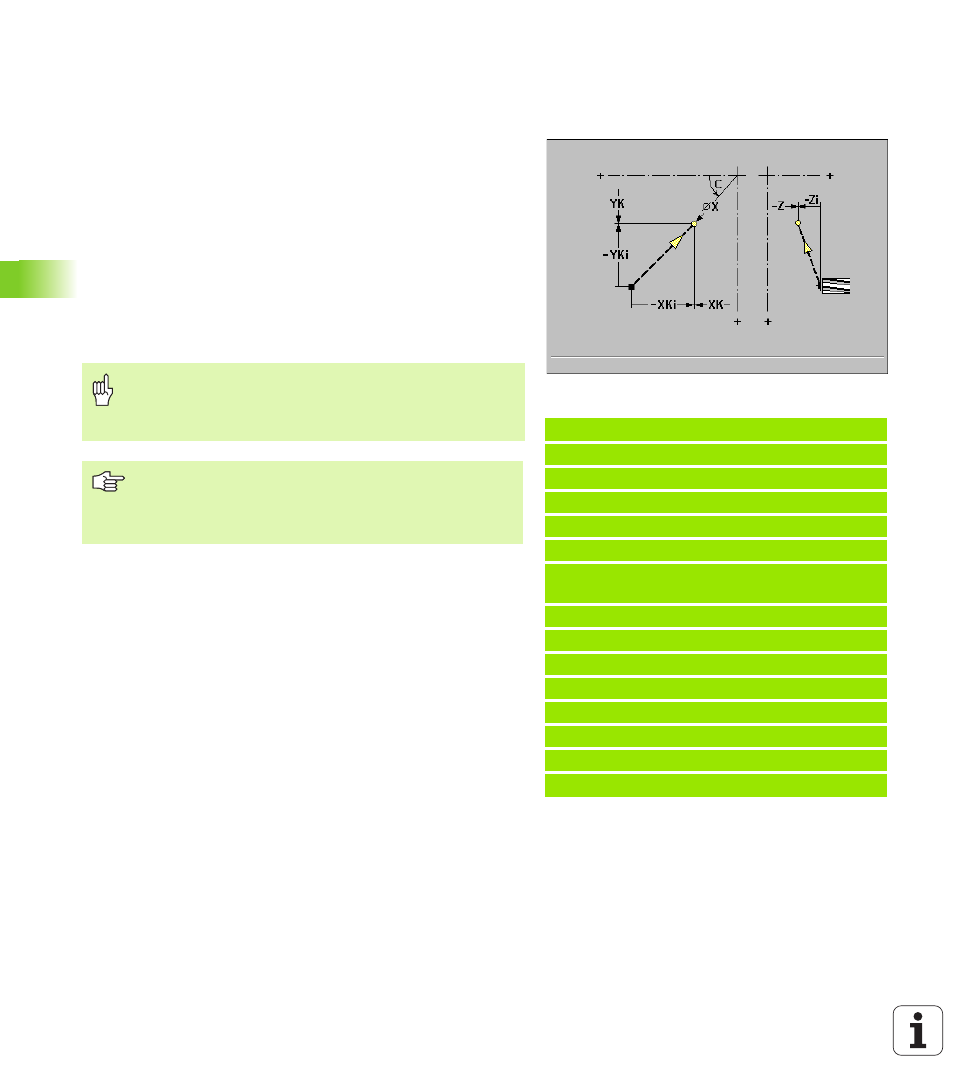
Bod startu obrysu / rychloposuv G100
Geometrický př kaz: G100 definuje výchoz bod obrysu na čeln
ploše.
Obráběc př kaz: nástroj jede rychloposuvem nejkratš cestou do
„C lového bodu“.
Parametry
X Koncový bod (rozměr průměru)
C Koncový úhel směr úhlu: viz pomocný obrázek.
XK C lový bod (kartézsky)
YK C lový bod (kartézsky)
Z Koncový bod
Př klad: G100
%100.nc
[G100, G101, G102, G103]
N1 T70 G197 S1200 G195 F0.2 M104
N2 M14
N3 G110 C0
N4 G0 X100 Z2
N5 G793 Z2 ZE 5 P2 U0.5 R0 I0.5 F0.15 H0
Q0
N6 G100 XK20 YK5
N7 G101 XK50 B5
N8 G103 XK5 YK50 R50 Q1 B5
N9 G101 XK5 YK20 B5
N10 G102 XK20 YK5 R20 B5
N11 G80
N12 M15
KONEC
Pozor nebezpeč kolize!
Při G100 provád nástroj př močarý pohyb i když
naprogramujete jen „C“. K napolohován obrobku na
určitý úhel použijte G110.
Definujte „Výchoz bod obrysu“ popř. c lový bod bu
polárn mi nebo kartézskými souřadnicemi.
Povoleno pouze u G100 jako obráběc př kaz:
parametr Z