Bod startu obrysu / rychloposuv g110, 21 obráběn pláště – HEIDENHAIN MANUALplus 4110 Uživatelská příručka
Stránka 372
372
6 Programován podle DIN
6.21 Obráběn pláště
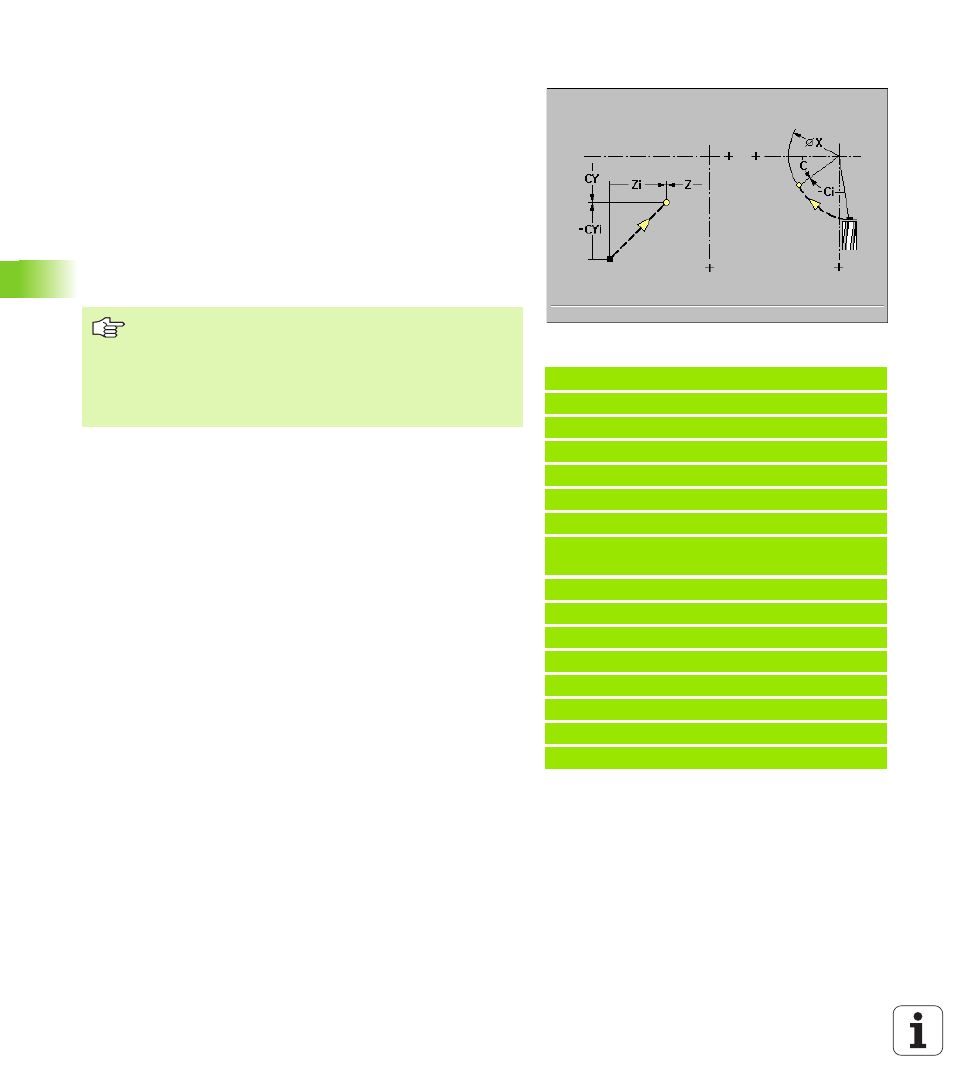
Bod startu obrysu / rychloposuv G110
Geometrický př kaz: G110 definuje výchoz bod obrysu na plášti.
Obráběc př kaz: nástroj jede rychloposuvem nejkratš cestou do
”C lového bodu”.
Parametry
Z Koncový bod
C Koncový úhel
CY Koncový bod jako př mkový rozměr (vztah: G120 Referenčn
průměr).
X Koncový bod (rozměr průměru) – (standardně: aktuáln
poloha X).
Př klad: G110
%110.nc
[G110, G111, G113, G794]
N1 T71 G197 S1200 G195 F0.2 M104
N2 M14
N3 G120 X100
N4 G110 C0
N5 G0 X110 Z5
N6 G794 X100 XE97 P2 U0.5 R0 K0.5 F0.15
H0 Q0
N7 G110 Z 20 CY0
N8 G111 Z 40
N9 G113 CY39.2699 K 40 J19.635
N10 G111 Z 20
N11 G113 CY0 K 20 J19.635 B0
N12 G80
N13 M15
KONEC
Definujte „Výchoz bod obrysu“ popř. koncový bod
bu v „C“ nebo „CY“.
G110 se doporučuje pro napolohován osy C na určitý
úhel (programován : N.. G110 C...).
Povoleno pouze u G110 jako obráběc př kaz:
parametr X