Hrubován obrysu radiálně se zanořen m g829, 11 obrysové cykly soustružen – HEIDENHAIN MANUALplus 4110 Uživatelská příručka
Stránka 316
316
6 Programován podle DIN
6.11 Obrysové cykly soustružen
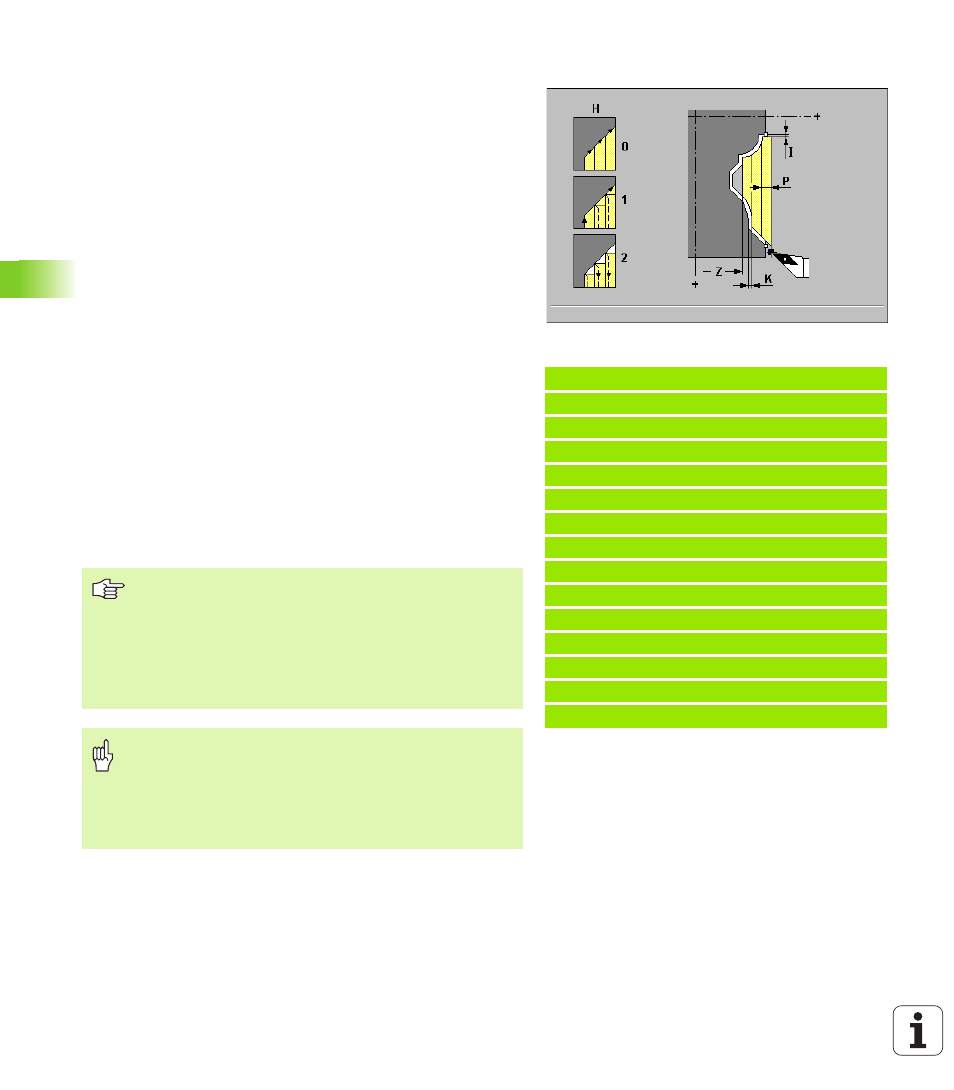
Hrubován obrysu radiálně se zanořen m G829
Tento cyklus obráb radiáln m směrem část obrysu definovanou
polohou nástroje a popisem obrysu v následuj c ch bloc ch se
zanořován m (viz ”Popis obrysu“ na straně 310).
Parametry
Z Omezen řezu: obráběn se provád až do „omezen řezu“.
P Maximáln př suv: rozdělen řezů se vypočte tak, aby nedošlo
ke „klouzavému řezu“ a aby vypočtený př suv byl <= P.
E Posuv při zanořován : nástroj se zanořuje do materiálu
posuvem E.
E = 0: klesaj c obrysy se neobrob
bez zadán : č m strměji se nástroj zanořuje, t m větš je redukce
posuvu (maximálně: 50%).
H Způsob odjet (standardně: 1):
H = 0: obráb po každém řezu podél obrysu
H = 1: odjede pod 45 °; obráb podél obrysu s posledn m řezem
H = 2: odjede pod 45 ° neprovád se řez podél obrysu
I Př davek X (rozměr průměru) – (standardně: 0)
K Př davek Z (standardně: 0)
Pokyny k prováděn cyklů:
MANUALplus si zjist směr obráběn a př suvu na základě aktuáln
polohy nástroje ve vztahu k výchoz mu bodu / koncovému bodu
části obrysu.
Pozice nástroje po proveden cyklu: bod startu cyklu
Př klad: G829
%829.nc
[G829]
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X125 Z0
N3 G829 P5 H1 I1 K0.3
N4 G0 X120 Z 12
N5 G1 Z 3 A195 B3
N6 G1 X90 B2
N7 G1 Z 9 A 65 B 2
N8 G1 X50
N9 G1 Z 11 A 60
N10 G1 X32 B1
N11 G1 X24 Z0
N12 G80
KONEC
Nástroj mus stát mimo definovanou část obrysu.
Korekce rádiusu břitu: provád se.
Na př davky G57/G58 se bere zřetel, nejsou li
naprogramovány „I, K“. Po proveden cyklu se
př davky vymažou.
Bezpečná vzdálenost po řezu: parametry „Aktuáln
parametry – Obráběn – Bezpečné vzdálenosti“
Pozor nebezpeč kolize
Nen li úhel nastaven a úhel špičky nástroje definován,
zanořuje se nástroj s úhlem zanořen . – Jsou li
definovány, tak se nástroj zanořuje maximáln m možným
zanořovac m úhlem. Zbývaj c materiál zůstává
neodebrán.