10 př davky, Př davek rovnoběžně s osou g57 – HEIDENHAIN MANUALplus 4110 Uživatelská příručka
Stránka 308
308
6 Programován podle DIN
6.10 Přdavky
6.10 Př davky
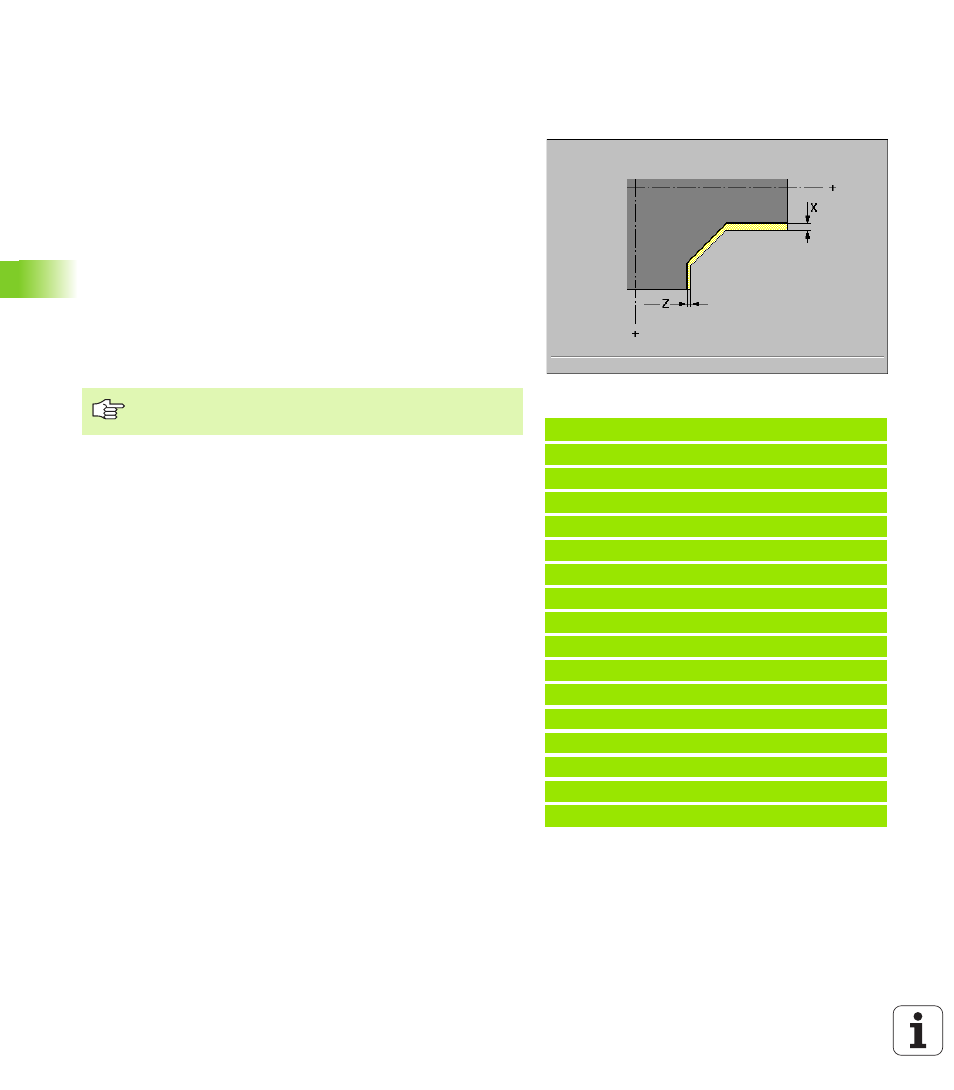
Př davek rovnoběžně s osou G57
G57 definuje rozd lné př davky na obráběn v X a Z. G57 se
programuje před zápichovým či úběrovým cyklem.
Parametry
X Př davek X (rozměr průměru)
Z Př davek Z
Na př davky berou zřetel tyto cykly:
Úběrové cykly: G81, G817, G818, G819, G82, G827, G828, G829,
G83
Zápichové cykly: G86x
Cykly zapichován a soustružen : G81x, G82x
Cykly G81, G82 a G83 př davky po proveden cyklu neruš .
Př klad: G57
%57.nc
[G57]
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G57 X0.2 Z0.5
N4 G819 P5
N5 G0 X80 Z2
N6 G1 Z 15 B 1
N7 G1 X102 B2
N8 G1 Z 22
N9 G1 X90 Zi 12 B1
N10 G1 Zi 6
N11 G1 X100 A80 B 1
N12 G1 Z 47
N13 G1 X120
N14 G80
KONEC
Jsou li př davky naprogramovány s G57 a v cyklu, pak se
použij př davky z cyklu.