Bod výměny nástroje g14, 4 poh y by nástr o je bez obráběn – HEIDENHAIN MANUALplus 4110 Uživatelská příručka
Stránka 291
HEIDENHAIN MANUALplus 4110
291
6.4 Poh
y
by nástr
o
je bez obráběn
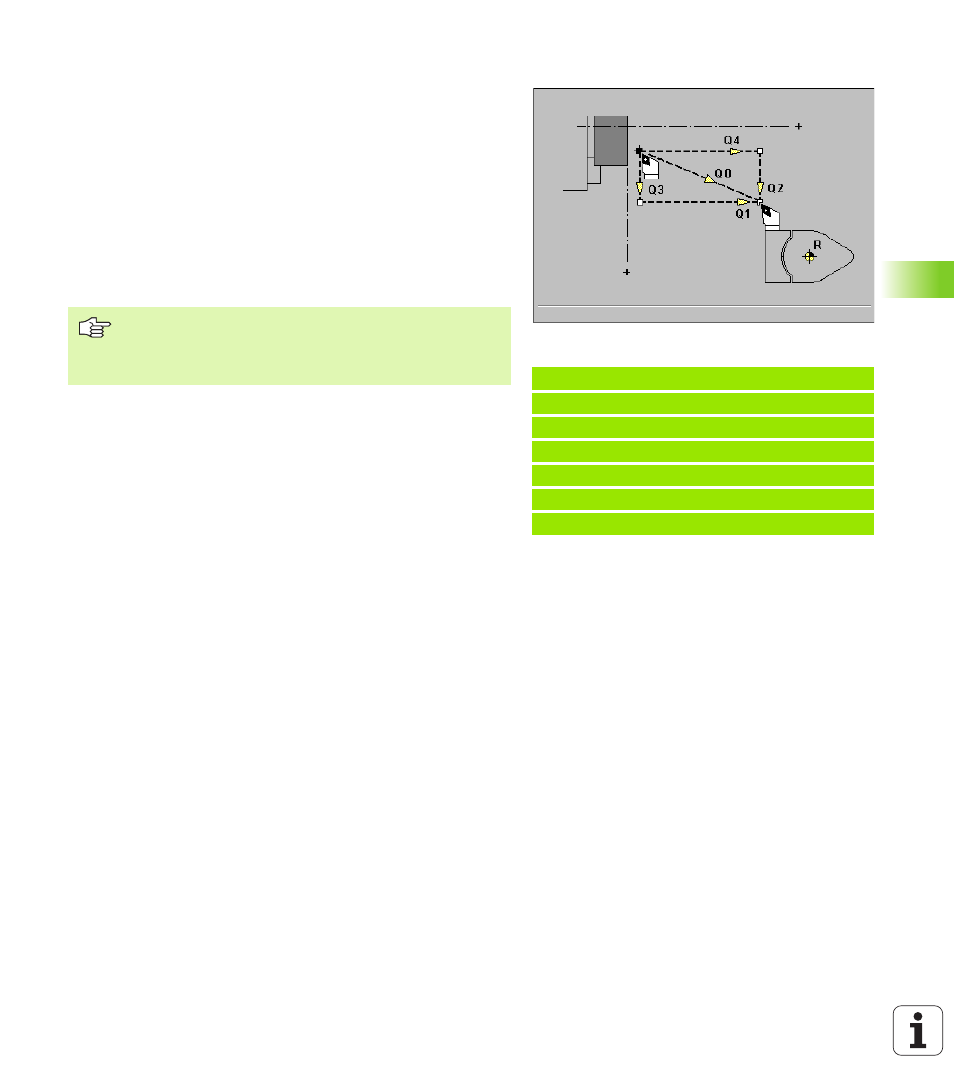
Bod výměny nástroje G14
Suport jede do polohy výměny nástroje rychloposuvem. Souřadnice
bodu výměny definujete v provozn m režimu Seř zen (viz ”Nastaven
bodu výměny nástroje“ na straně 52).
Parametry
Q Pořad (standardně: 0): určuje průběh pojezdů.
Q = 0: dráha po diagonále
Q = 1: nejprve směr X, pak směr Z
Q = 2: nejprve směr Z, pak X
Q = 3: pouze směr X; Z zůstává nezměněno
Q = 4: pouze směr Z; X zůstává nezměněno
Př klad: G14
%14.nc
[G14]
N1 G14 Q0
N2 T3 G95 F0.25 G96 S200 M3
N3 G0 X0 Z2
N.. . . .
KONEC
Př kaz G14 se transformuje na základn př kazy
„Rychloposuv ve strojových souřadnic ch G701“. V G701
se „C lový bod X, Z“ vztahuje k nulovému bodu stroje.
Vztažným bodem pro suport je vztažný bod suportu.