Závit jediným řezem g33, 15 závitové cykly – HEIDENHAIN MANUALplus 4110 Uživatelská příručka
Stránka 338
338
6 Programován podle DIN
6.15 Závitové cykly
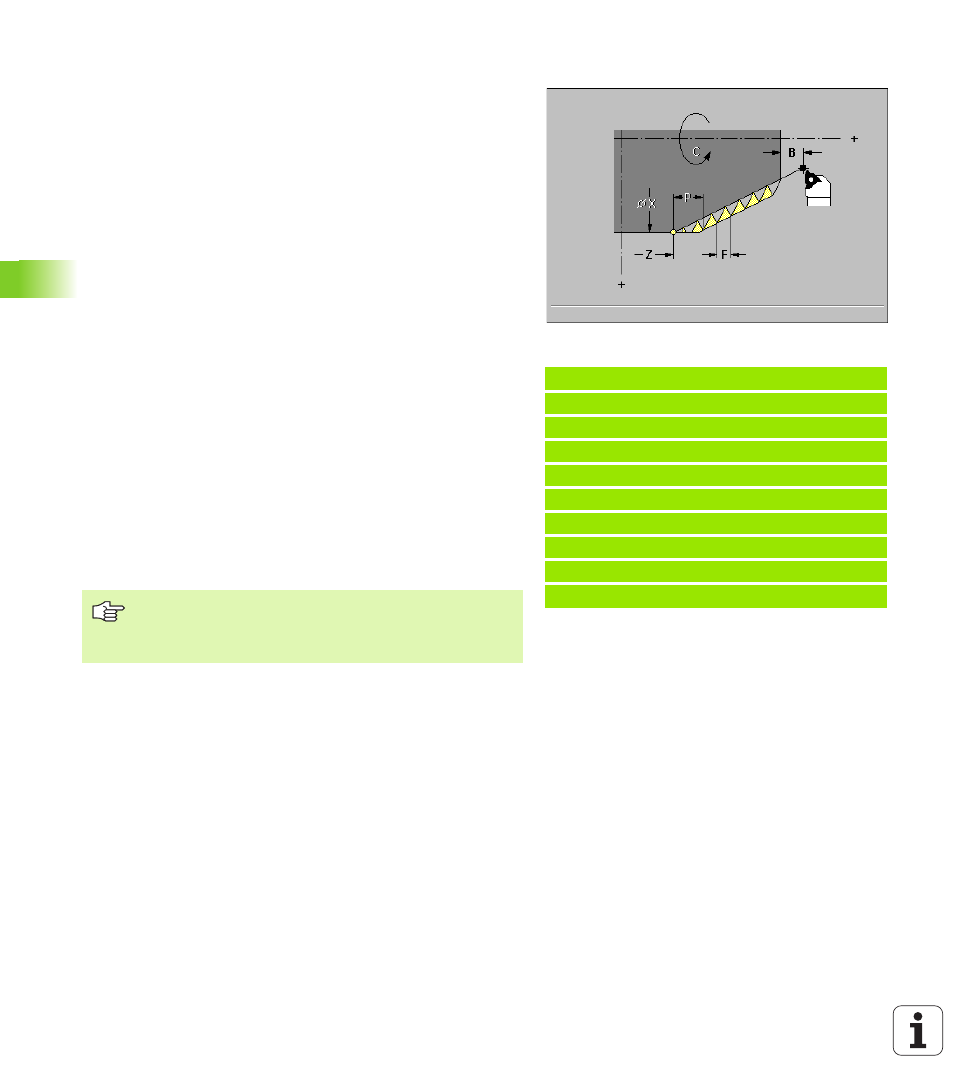
Závit jediným řezem G33
G33 vytvoř závit v libovolném směru a poloze s proměnným
stoupán m (na válcové ploše, čeln nebo kuželový; vnitřn nebo
vnějš ). Závit zač ná v aktuáln poloze nástroje a konč v „koncovém
bodě X, Z“.
Parametry
X Koncový bod závitu (rozměr průměru)
Z Koncový bod závitu
F Stoupán závitu
B Délka rozběhu (standardně: 0): dráha potřebná ke zrychlen do
naprogramované rychlosti posuvu.
P Délka doběhu (standardně: 0): dráha potřebná k zabrzděn
suportu.
C Startovn úhel: poloha hlavn ho vřetena na začátku závitu
(standardně: 0°)
Q Č slo vřetena (standardně: 0= hlavn vřeteno)
H Vztažný směr pro stoupán závitu
(standardně: 3)
H = 0: posuv v ose Z (pro axiáln a kuželové závity až do
maximálně +45 °/ 45 ° k ose Z
H = 1: posuv v ose X (pro čeln a kuželové závity až do maximálně
+45 °/ 45 ° k ose X
H = 3: dráhový posuv
E Proměnné stoupán (standardně: 0)
E>0: zvětšuje stoupán na otáčku o E
E<0: zmenšuje stoupán na otáčku o E
Př klad: G33
%33.nc
[G33]
N1 T45 G97 S1100 G95 F0.5 M3
N2 G0 X101.84 Z5
N3 G83 X100 Z5 I0.15
N4 G33 X120 Z 80 F1.5
N5 G33 X140 Z 122.5 F1.5
N6 G0 X150 Z5
N7 G80
KONEC
„Stop cyklu“ působ na konci řezu závitu.
Override posuvu je při prováděn cyklu neúčinné.
Předběžné nastaven je zapnuté