Cyklus frézován obrysu a tvaru na plášti g794, 21 obráběn pláště – HEIDENHAIN MANUALplus 4110 Uživatelská příručka
Stránka 377
HEIDENHAIN MANUALplus 4110
377
6.21 Obráběn pláště
Cyklus frézován obrysu a tvaru na plášti G794
G794 frézuje tvary (obrazce) nebo „volné obrysy“ (otevřené nebo
uzavřené) na ploše pláště. Po G794 následuje:
frézovaný tvar s:
kruhem (G314), obdéln kem (G315) nebo mnohoúheln kem
(G317)
ukončen m popisu obrysu (G80).
volný obrys tvořený:
výchoz m bodem (G110)
popisem obrysu (G111, G112, G113)
ukončen m popisu obrysu (G80).
Parametry
X Horn hrana frézován
XE Dno frézován
P Maximáln př suv (standardně: celá hloubka jedn m př suvem).
U Koeficient přesahu: frézován obrysů nebo kapes
(standardně: 0)
U = 0 frézován obrysu
U>0: frézován kapes – minimáln koeficient přesahu frézovac ch
drah = U*průměr frézy
R Rádius oblouku naj žděn (rádius oblouku naj žděn / odj žděn )
– (standardně: 0)
R = 0: na obrysový prvek se naj žd př mo; př suv do bodu najet
nad rovinou frézován pak kolmý př suv do hloubky.
R>0: fréza naj žd / odj žd obloukem, který se napojuje na
obrysový prvek tangenciálně.
R<0 u vnitřn ch rohů: fréza naj žd / odj žd obloukem, který se
napojuje na obrysový prvek tangenciálně.
R<0 u vnějš ch rohů: délka lineárn ch prvků napojen a výjezdu;
na prvek obrysu se najede / z něho odjede tangenciálně.
K Př davek paralelně s obrysem
I Př davek X (ve směru př suvu).
F Posuv př suvu pro př suv do hloubky (standardně: aktivn
posuv).
E Redukovaný posuv pro kruhové prvky (standardně: aktuáln
posuv)
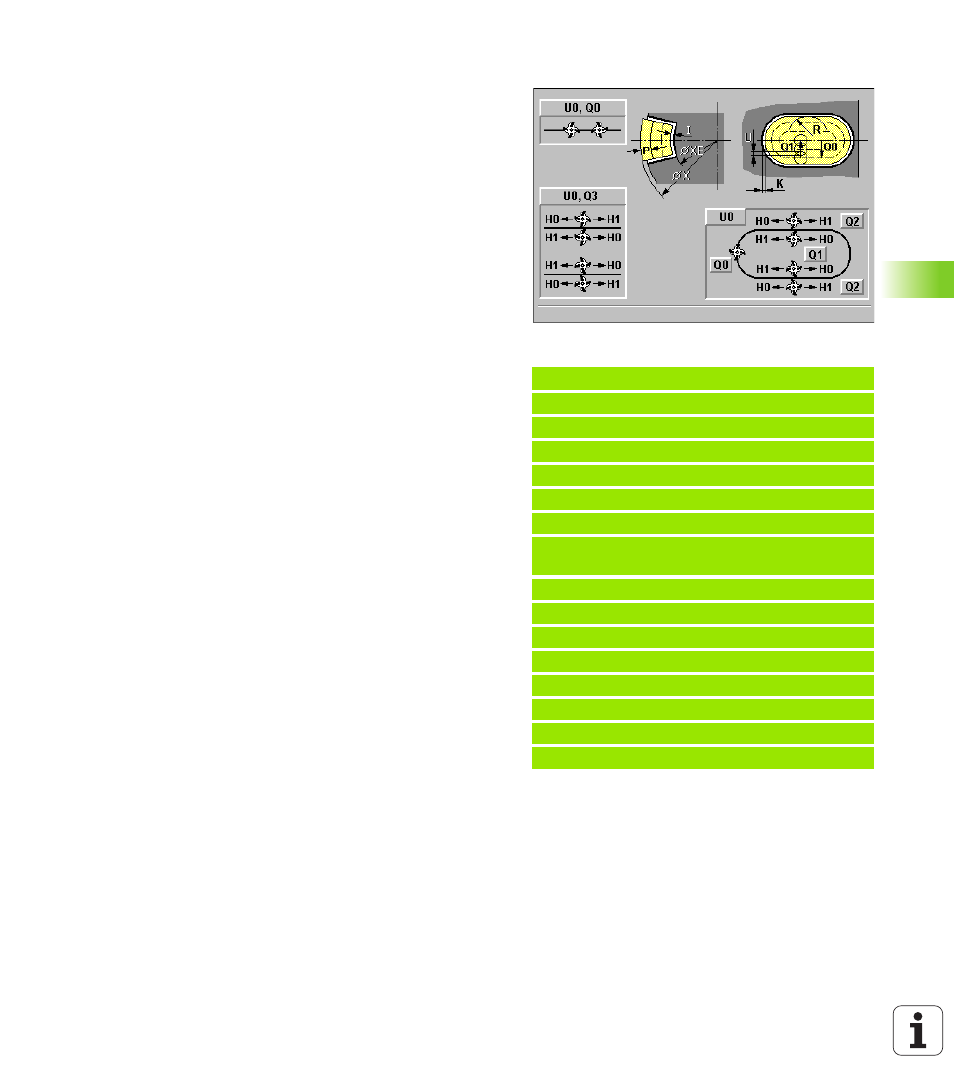
H Způsob frézován (standardně: 0) ovlivňuje spolu se smyslem
otáčen frézy směr frézován (viz pomocný obrázek).
H = 0: nesousledně
H = 1: sousledně
Př klad: G794
%110.nc
[G110, G111, G113, G794]
N1 T71 G197 S1200 G195 F0.2 M104
N2 M14
N3 G120 X100
N4 G110 C0
N5 G0 X110 Z5
N6 G794 X100 XE97 P2 U0.5 R0 K0.5 F0.15
H0 Q0
N7 G110 Z 20 CY0
N8 G111 Z 40
N9 G113 CY39.2699 K 40 J19.635
N10 G111 Z 20
N11 G113 CY0 K 20 J19.635 B0
N12 G80
N13 M15
KONEC