15 závitové cykly, Univerzáln závitový cyklus g31 – HEIDENHAIN MANUALplus 4110 Uživatelská příručka
Stránka 335
HEIDENHAIN MANUALplus 4110
335
6.15 Závitové cykly
6.15 Závitové cykly
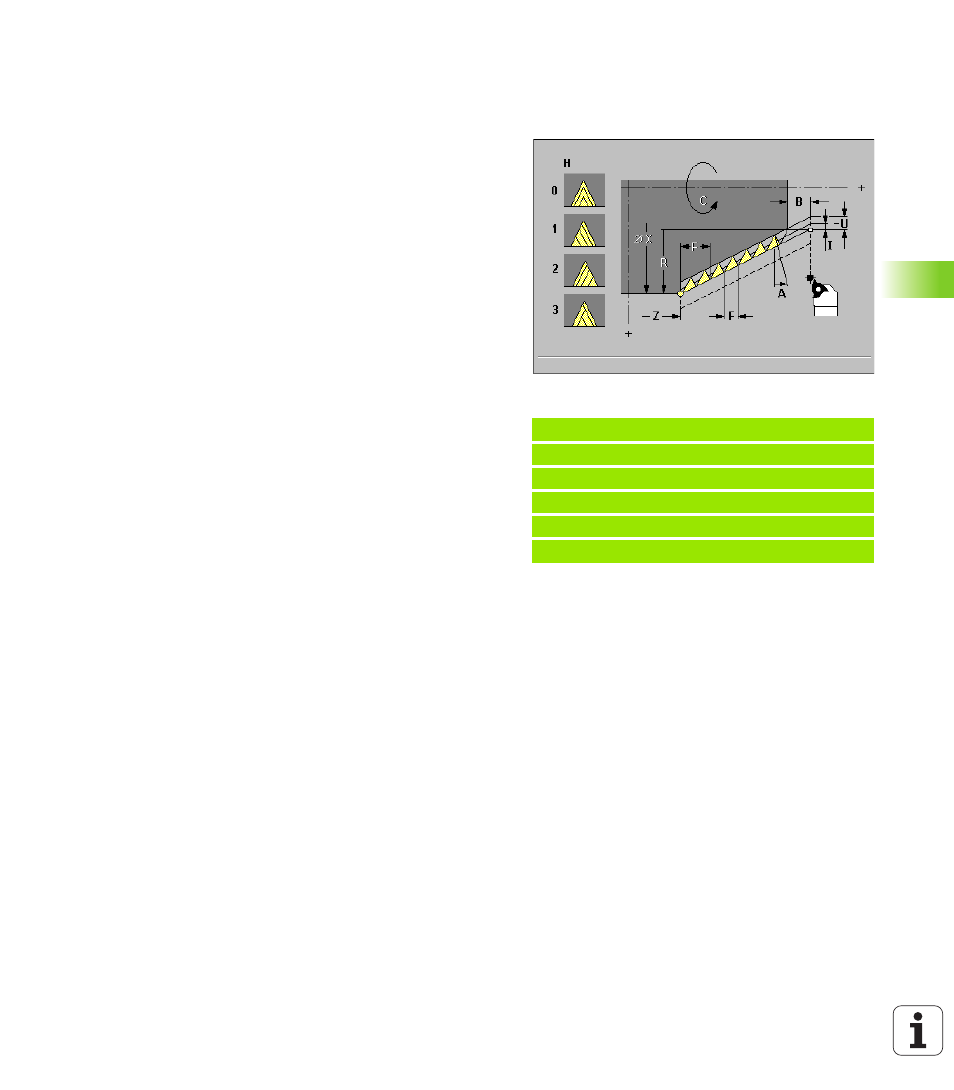
Univerzáln závitový cyklus G31
G31 vytvoř závit v libovolném směru a poloze (normáln válcový,
kuželový nebo spirálový závit; vnitřn nebo vnějš závit). Lze navázat
několik závitů na sebe.
Parametry
X Koncový bod závitu (rozměr průměru)
Z Koncový bod závitu
F Stoupán závitu
U Hloubka závitu
U>0: vnitřn závit
U< = 0: vnějš závit (čelo a pláš válce)
U = +999 nebo –999: vypoč tá se hloubka závitu
I Maximáln př suv
R Rozd l rádiusů (standardně: 0): rozd l mezi průměrem začátku
závitu (XA) a konce závitu (X). R je u klesaj c ho obrysu záporné.
R = (X –XA)/2
B Délka rozběhu: dráha, potřebná pro zrychlen na
programovanou rychlost posuvu
bez zadán : intern výpočet (viz ”Rozběh pro závit / doběh ze závitu“
na straně 163)
P Délka doběhu: dráha, potřebná pro zabrzděn suportu
bez zadán : intern výpočet (viz ”Rozběh pro závit / doběh ze závitu“
na straně 163)
A Úhel př suvu : Rozsah: 0° < A < 60 °
bez zadán : A = arctan (0,5*F/U)
V Způsob př suvu (standardně: 0)
V = 0: konstantn průřez tř sky
V = 1: konstantn př suv
V = 2: s rozdělen m posledn ho řezu
V = 3: bez rozdělen posledn ho řezu
H Druh přesazen (standardně: 0)
H = 0: bez přesazen
H = 1: přesazen zleva ve směru dna závitu
H = 2: přesazen zprava ve směru dna závitu
H = 3: přesazen stř davě vpravo/vlevo (cikcak)
Q Počet průchodů naprázdno po posledn m řezu
(standardně: 0)
C Startovn úhel: poloha hlavn ho vřetena na začátku závitu
(standardně: 0°)
G31 bez popisu obrysu: „X, Z“ se programuje – závit zač ná v
aktuáln poloze nástroje a konč v „koncovém bodu X, Z“.
Př klad: G31
%31.nc
[G31]
N1 T45 G97 S800 M3
N2 G0 X20 Z5
N3 G31 Z 50 F1.5 I0.2
KONEC