Jednoduchý opakovac obrysový cyklus g83, 12 jednoduché cykly soustružen – HEIDENHAIN MANUALplus 4110 Uživatelská příručka
Stránka 321
HEIDENHAIN MANUALplus 4110
321
6.12 Jednoduché cykly soustružen
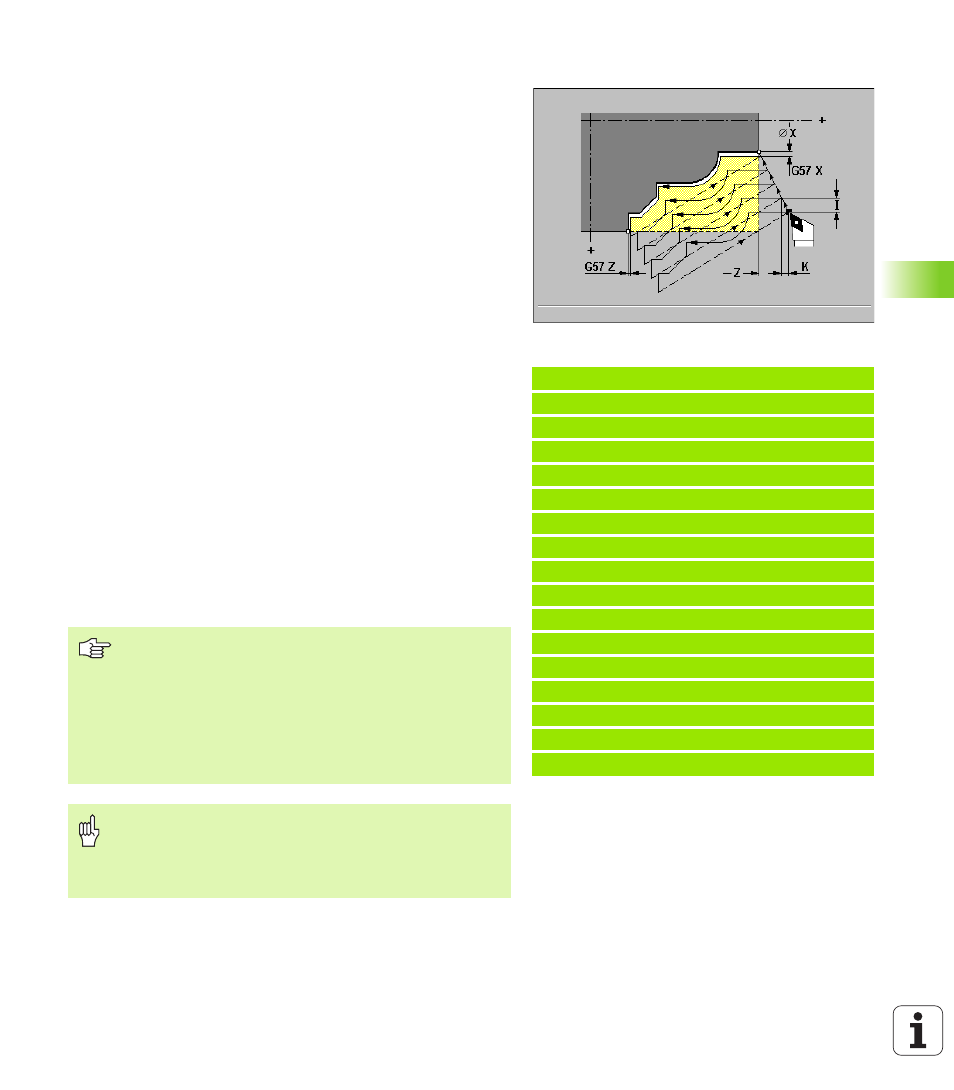
Jednoduchý opakovac obrysový cyklus G83
G83 slouž k opakovanému prováděn „obráběc ho cyklu“
naprogramovaného v následuj c ch bloc ch. V obráběc m cyklu jsou
povolené jednoduché pojezdové pohyby nebo cykly (bez popisu
obrysu). G80 tento cyklus obráběn ukonč .
„X, Z“ definuje bod startu obrysu. G83 zahajuje práci cyklu v aktuáln
poloze nástroje. Před každým řezem cyklus provede př suv o
hodnotu uvedenou v „I, K“. Poté provede cyklus obráběn definované
v následuj c ch bloc ch, přičemž vzdálenost polohy nástroje a
počátečn ho bodu obrysu se bere jako „př davek“. G83 opakuje
tento postup tak dlouho, až se dosáhne „bod startu“.
G83 se použ vá:
K obroben část obrobku podél obrysu (hrubován tvářených
polotovarů).
K opakován obráběc ch operac (např klad zapichován drážek).
Parametry
X Bod startu (rozměr průměru)
Z Bod startu
I Maximáln př suv ve směru X (I zadávejte bez znaménka)
K Maximáln př suv ve směru Z (K zadávejte bez znaménka)
Pokyny k prováděn cyklů:
Je li ve směru X a Z zapotřeb různého počtu př suvů, pracuje se
nejprve v obou směrech s programovanými hodnotami. Jakmile se
v jednom směru dosáhne c lové hodnoty, pak se již v tomto směru
př suv neprovád .
MANUALplus si zjist směr obráběn a př suvu na základě aktuáln
polohy nástroje ve vztahu k výchoz mu bodu části obrysu.
Pozice nástroje po proveden cyklu: bod startu obrysu
Př klad: G83
%83.nc
[G83]
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G83 X80 Z0 I4 K0.3
N4 G0 X80 Z0
N5 G1 Z 15 B 1
N6 G1 X102 B2
N7 G1 Z 22
N8 G1 X90 Zi 12 B1
N9 G1 Zi 6
N10 G1 X100 A80 B 1
N11 G1 Z 47
N12 G1 X110
N13 G0 Z2
N14 G80
KONEC
G83 se nesm vnořovat, ani vyvolán m podprogramů.
Na začátku cyklu mus nástroj stát mimo definovanou
část obrysu.
Korekce rádiusu břitu: neprovád se – SRK můžete
naprogramovat odděleně.
Př davky: G57 př davky se započ taj . Př davek G58
se započte, je li aktivn SRK. Po proveden cyklu
zůstávaj př davky aktivn .
Pozor nebezpeč kolize!
Po každém řezu se vrac nástroj diagonálně zpět, aby
provedl př suv pro dalš řez. Existuje li riziko kolize,
mus te naprogramovat př davný rychloposuv, aby se
kolizi zabránilo.