Dokončen obrysu g89, 11 obrysové cykly soustružen – HEIDENHAIN MANUALplus 4110 Uživatelská příručka
Stránka 318
318
6 Programován podle DIN
6.11 Obrysové cykly soustružen
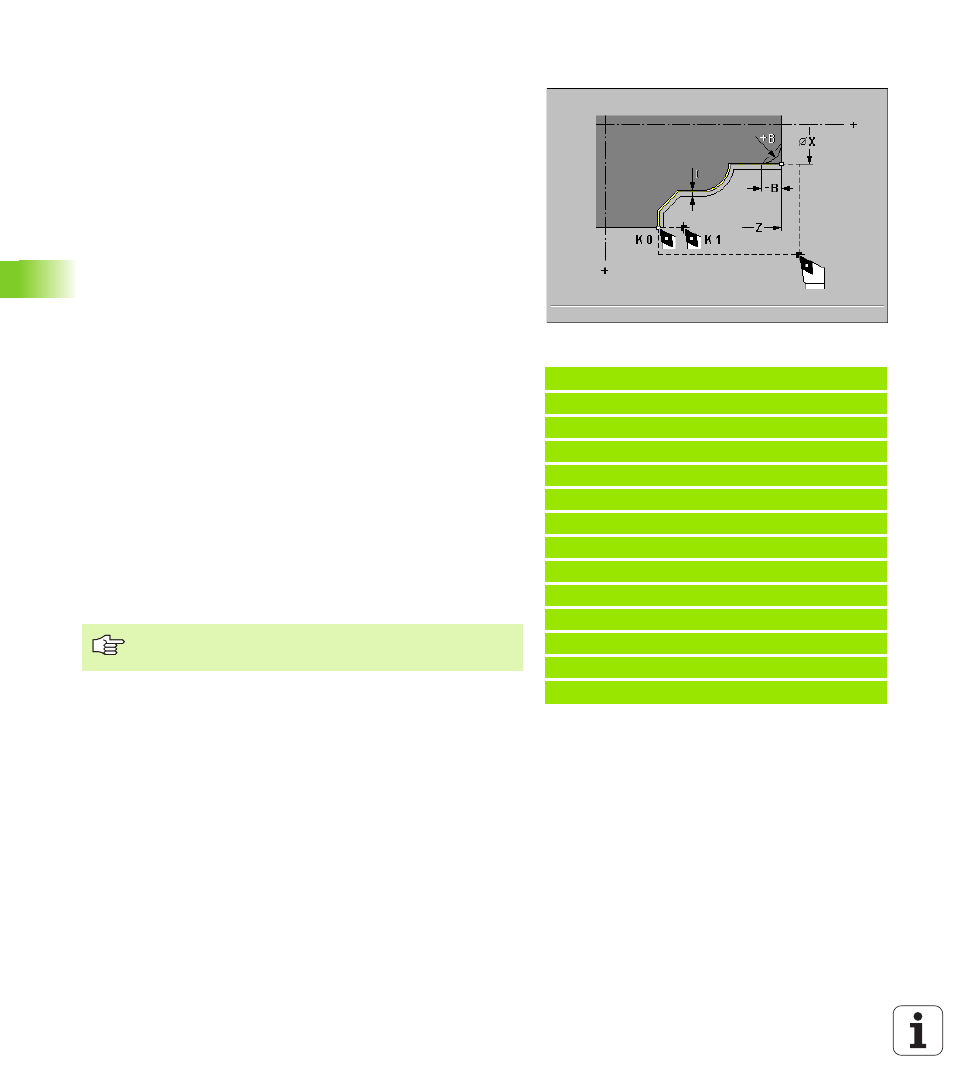
Dokončen obrysu G89
G89 dokončuje část obrysu popsanou v následných bloc ch (viz
”Popis obrysu“ na straně 310).
V NC bloku za G89 se aktivuje př kazem G41/G42 (bez parametrů)
SRK a urč se poloha nástroje (vůči: směru obrysu):
G41: nástroj vpravo od obrysu
G42: nástroj vlevo od obrysu
Na konci cyklu MANUALplus kompenzaci SRK vypne. Když
nenaprogramujete G41/G42, tak se SRK neaktivuje.
Parametry
B Zkosen /zaoblen na začátku části obrysu
B>0: rádius zaoblen
B<0: š řka zkosen
I Př davek: ekvidistantn př davek záporný př davek je dovolen
K Odsunut na konci – urč polohu nástroje po proveden cyklu:
bez zadán : zpět do bodu startu cyklu
K = 0: nástroj zůstane na konci cyklu stát
K>0: nástroj odjede o K
J Poloha prvku: zač ná li úsek obrysu zkosen m/zaoblen m,
definuje J polohu „myšleného vztažného prvku“ (standardně: 1)
Vztažný prvek:
J = 1: radiáln prvek ve směru +X
J = 1: radiáln prvek ve směru X
J = 2: axiáln prvek ve směru +Z
J = 2: axiáln prvek ve směru Z
Př klad: G89
%89.nc
[G89]
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X70 Z2
N3 G89 B 2 I2 K1 J1
N4 G42
N5 G0 X40 Z0
N6 G1 Z 20 B3
N7 G1 X60 B 2
N8 G1 Z 32
N9 G25 H5 W30
N10 G1 X70
N11 G80
KONEC
Př davky: př davek G58 se započte, nen li v cyklu
zadáno I. Po proveden cyklu se tento př davek zruš .