22 obráběn plánů, Př mkový plán na čele g743 – HEIDENHAIN MANUALplus 4110 Uživatelská příručka
Stránka 383
HEIDENHAIN MANUALplus 4110
383
6.22 Obráběn plánů
6.22 Obráběn plánů
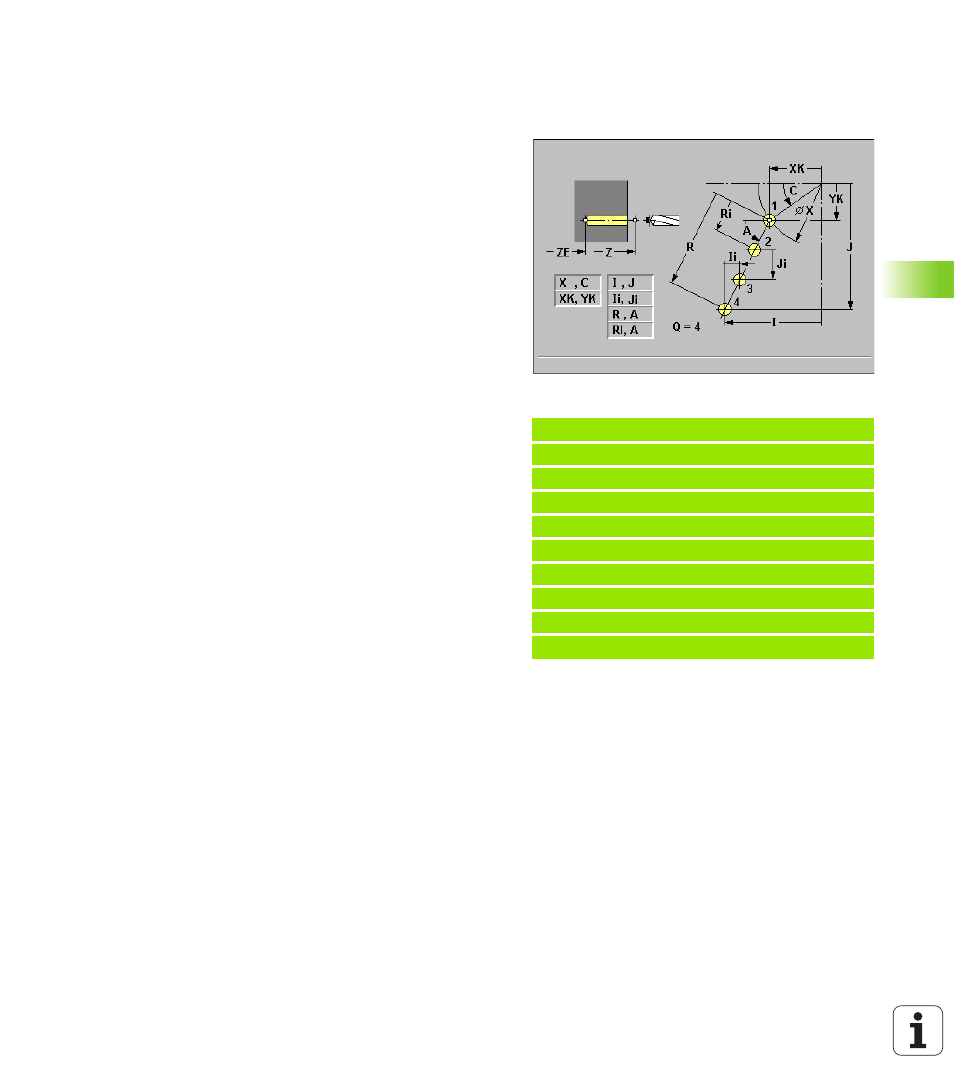
Př mkový plán na čele G743
G743 zhotov př mkový vrtac nebo frézovac plán s rovnoměrnou
rozteč na čeln ploše.
Nezadáte li „ZE“, použije se vrtac /frézovac cyklus z dalš ho NC
bloku. S t mto principem kombinujete popis vzoru s:
vrtac mi cykly (G71, G74, G36)
frézovac m cyklem př mé drážky (G791)
cyklem frézován obrysu s „volným obrysem“ (G793)
Parametry
XK Výchoz bod plánu (kartézsky)
YK Výchoz bod plánu (kartézsky)
Z Výchoz bod obráběn vrtán m/frézován m
ZE Koncový bod obráběn vrtán m/frézován m
X Průměr (polárn souřadnice)
C Počátečn úhel (polárn souřadnice)
A Úhel plánu
I Koncový bod plánu (kartézsky)
J Koncový bod plánu (kartézsky)
Ii Koncový bod: rozteč plánu (kartézsky)
Ji Koncový bod: rozteč plánu (kartézsky)
R Délka: rozteč prvn – posledn pozice
Ri Délka: vzdálenost k dalš poloze
Q Počet otvorů/tvarů (standardně: 1)
Kombinace parametrů pro definici výchoz ho bodu popř. polohy
plánu:
Výchoz bod plánu:
XK, YK
X, C
Polohy plánu:
I, J a Q
Ii, Ji a Q
R, A a Q
Ri, Ai a Q
Př klad: G743
%743.nc
[G743]
N1 T70 G197 S1200 G195 F0.2 M104
N2 M14
N3 G110 C0
N4 G0 X100 Z2
N5 G743 XK20 YK5 A45 Ri30 Q2
N6 G791 X50 C0 Z 5 P2 F0.15
N7 M15
KONEC