5 přklad icp „frézován – HEIDENHAIN MANUALplus 4110 Uživatelská příručka
Stránka 508
Advertising
508
9 Př klady
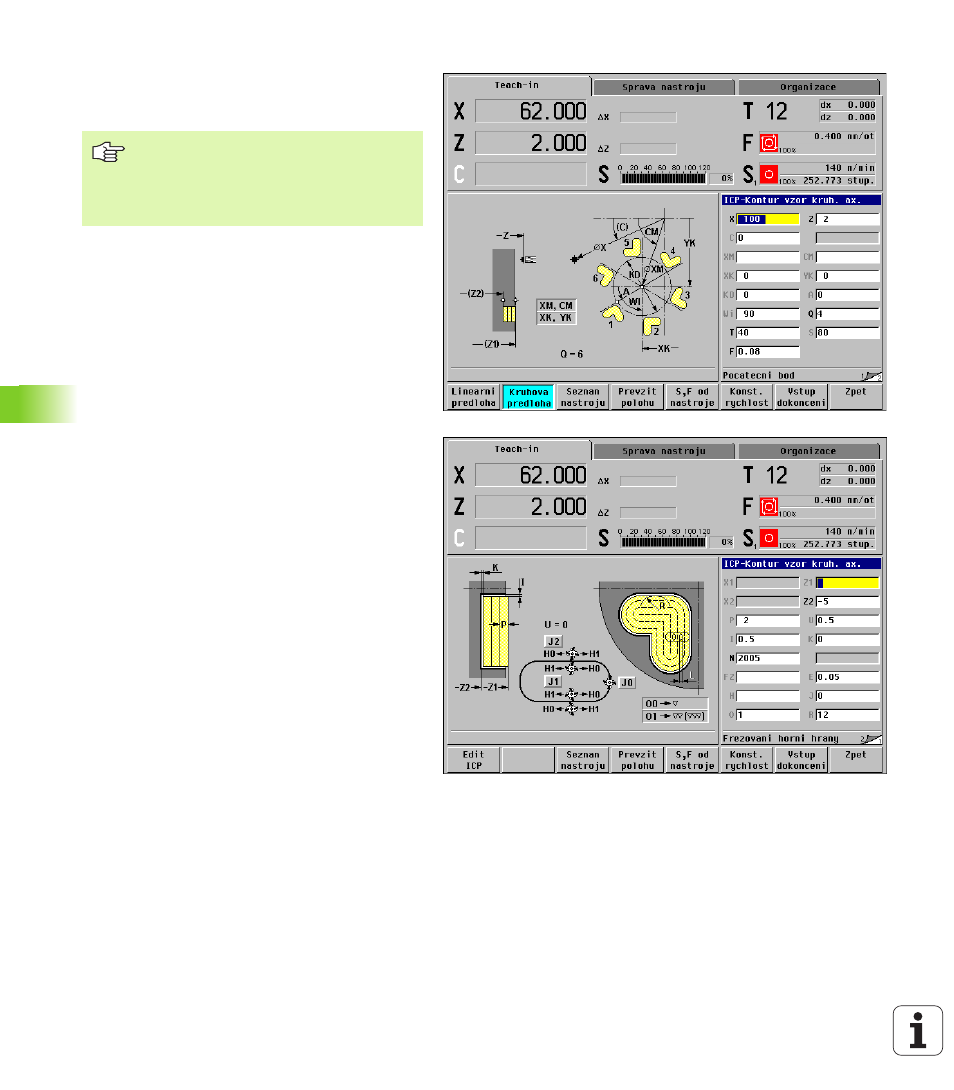
9.5 Přklad ICP „Frézován“
Frézovac cyklus hrubován
Hrubován se provád pomoc „ICP obrys kruhový
plán axiálně“. Po specifikaci parametrů cyklů
přepněte pomoc ICP Edit do programován ICP.
Průměr plánu je „K = 0“, protože „prvn
frézovaný obrys“ je definován ve své
správné poloze a obrysy ICP jsou
uspořádány symetricky kolem středu
čeln plochy.
Advertising
Podívejte se také na další dokumenty v kategorii Nářadí HEIDENHAIN:
- ND 280 User Manual (Stránek: 93)
- ND 287 User Manual (Stránek: 145)
- ND 282 B (Stránek: 39)
- ND 281 B (Stránek: 65)
- ND 231 B (Stránek: 56)
- ND 221 B (Stránek: 45)
- ND 550 (Stránek: 8)
- NDP 560 (Stránek: 10)
- ND 523 (Stránek: 95)
- ND 570 (Stránek: 8)
- ND 750 (Stránek: 47)
- ND 760 (Stránek: 72)
- ND 770 (Stránek: 41)
- ND 780 (Stránek: 125)
- NDP 960 (Stránek: 68)
- ND 970 (Stránek: 47)
- ND 1200 (Stránek: 141)
- ND 1200R (Stránek: 96)
- PT 855 for Milling (Stránek: 114)
- PT 855 for Turning (Stránek: 87)
- PT 880 (Stránek: 151)
- SW 68894x-02 (Stránek: 621)
- SW 68894x-02 DIN Programming (Stránek: 607)
- SW 54843x-03 (Stránek: 651)
- SW 68894x-03 DIN Programming (Stránek: 616)
- SW 68894x-03 (Stránek: 650)
- MANUALplus 4110 Pilot (Stránek: 112)
- CNC Pilot 4290 V7.1 (Stránek: 725)
- CNC Pilot 4290 V7.1 Description of B and Y axes (Stránek: 117)
- CNC Pilot 4290 (Stránek: 480)
- CNC Pilot 4290 Pilot (Stránek: 94)
- CNC Pilot 4290 Description of the Y axis (Stránek: 64)
- TNC 310 (286 040) (Stránek: 205)
- TNC 128 (77184x-02) (Stránek: 508)
- TNC 128 (77184x-01) (Stránek: 505)
- NC 124 (Stránek: 122)
- TNC 310 (286 140) (Stránek: 250)
- TNC 310 (286 140) Pilot (Stránek: 60)
- TNC 320 (340 551-01) (Stránek: 465)
- TNC 320 (340 551-02) (Stránek: 488)
- TNC 320 (340 55x-03) (Stránek: 523)
- TNC 620 (340 56x-01) Touch Probe Cycles (Stránek: 163)
- TNC 320 (340 55x-04) (Stránek: 493)
- TNC 320 (340 55x-04) Cycle programming (Stránek: 437)