14 cykly zapichován a soustružen – HEIDENHAIN MANUALplus 4110 Uživatelská příručka
Stránka 332
332
6 Programován podle DIN
6.14 Cykly zapichován a soustružen
Jednoduchý cyklus zapichován a soustružen
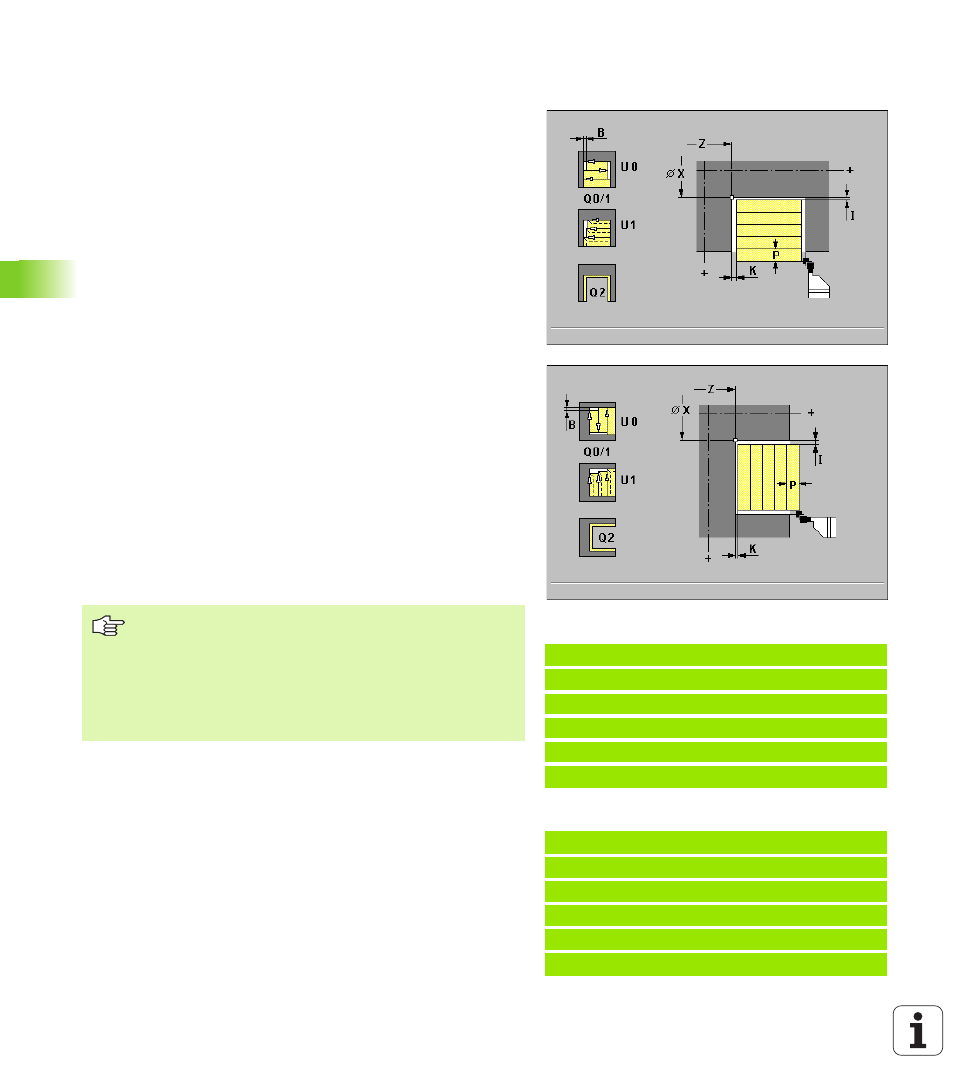
axiálně G811 / radiálně G821
Tyto cykly obrob obdéln k popsaný polohou nástroje a „X, Z“.
Parametry
X Roh dna X (rozměr průměru)
Z Roh dna Z
P Maximáln př suv: rozdělen řezů se vypočte tak, aby nedošlo
ke „klouzavému řezu“ a aby vypočtený př suv byl <= P.
I Př davek X (standardně: 0)
K Př davek Z (standardně: 0)
O Hrubován /dokončen (standardně: 0)
Q = 0: nejdř ve se provád hrubován zápichu s ohledem na
př davky a poté obroben načisto s posuvem E.
Q = 1: jen hrubován
Q = 2: jen dokončen – „I, K“ definuje odeb raný materiál
U Soustružen jedn m směrem (standardně: 0):
U = 0 obousměrně
U = 1: jednosměrně
– G811: ve směru k hlavn mu vřetenu
– G821: ve směru „roh dna X“
B Š řka přesazen (standardně: 0)
O Posuv při zapichován (standardně: aktivn posuv).
E Dokončovac posuv (standardně: aktivn posuv).
Pokyny k prováděn cyklů:
Pozice nástroje po proveden cyklu: bod startu cyklu
Př klad: G811
%811.nc
[G811]
N1 T38 G95 F0.4 G96 S140 M3
N2 G0 X122 Z 30
N3 G811 X80 Z 60 P2 Q1 B0.1 O0.2
KONEC
Př klad: G821
%821.nc
[G821]
N1 T30 G95 F0.4 G96 S140 M3
N2 G0 X100 Z5
N3 G821 X60 Z 15 P2 Q1 B0.1 O0.25
KONEC
Př davky I, K mus být při zapichován /soustružen
načisto (Q = 2) bezpodm nečně zadány, jelikož definuj
materiál, který se při dokončován obráběn odeb rá.
Korekce rádiusu břitu: provád se.
Na př davky G57/G58 se bere zřetel, nejsou li
naprogramovány „I, K“. Po proveden cyklu se př davky
vymažou.