Hrubován podél obrysu g836, 11 obrysové cykly soustružen – HEIDENHAIN MANUALplus 4110 Uživatelská příručka
Stránka 317
HEIDENHAIN MANUALplus 4110
317
6.11 Obrysové cykly soustružen
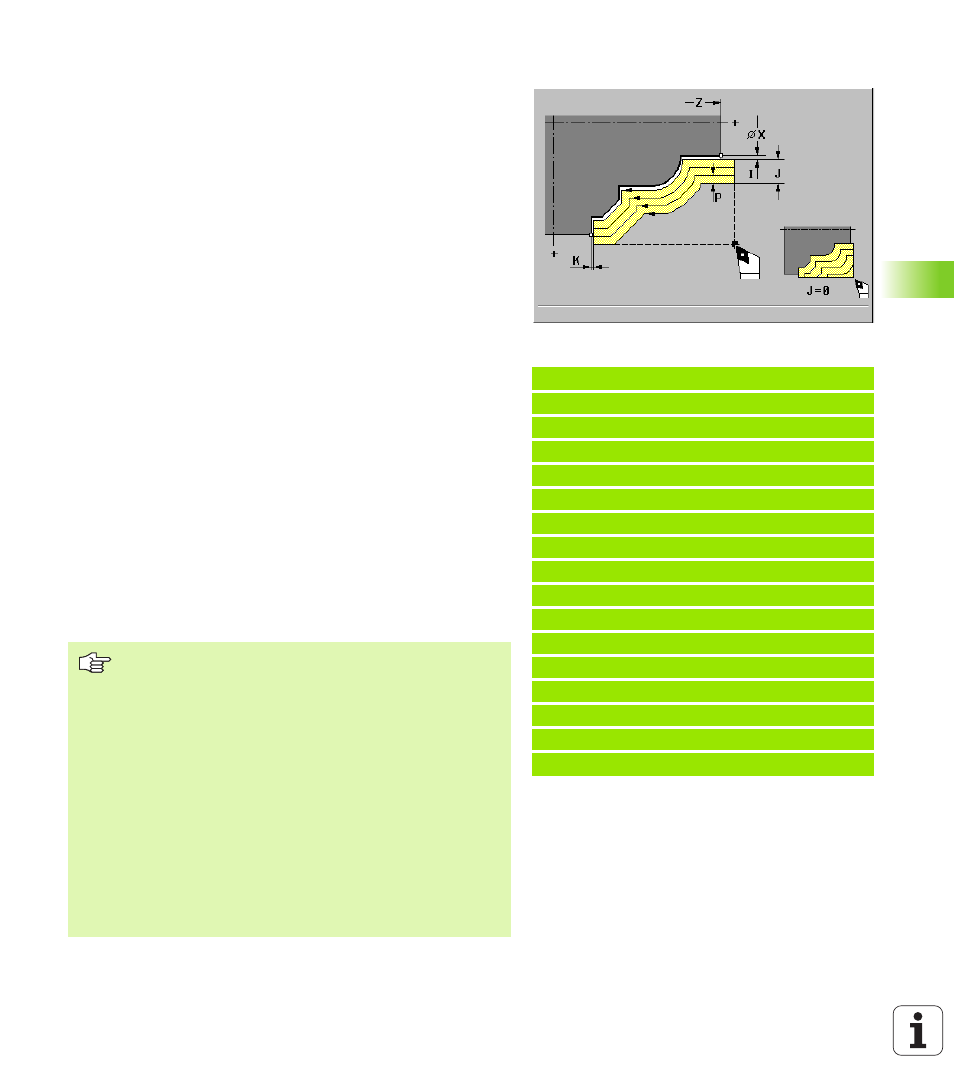
Hrubován podél obrysu G836
G836 obráb části obrobku rovnoběžně s obrysem. Výchoz bod
obrysu je definován bu v cyklu s "X, Z" nebo v bloku G0 po vyvolán
cyklu. Následuj c bloky G836 popisuj úsek obrysu. G80 uzav rá
popis obrysu.
Parametry
X Bod startu (rozměr průměru)
Z Bod startu
P Maximáln př suv: hloubka př suvu se vyhodnocuje podle "J".
Rozdělen řezů se vypočte tak, aby nedošlo ke „klouzavému řezu“.
J = 0: P je maximáln hloubka př suvu. Cyklus redukuje hloubku
př suvu, pokud nen možný naprogramovaný př suv kvůli
geometrii břitu v radiáln m, popř. v axiáln m směru.
J>0: P je hloubka př suvu. Tento př suv se použ vá v axiáln m a
radiáln m směru.
I Př davek X (rozměr průměru) – (standardně: 0)
K Př davek Z (standardně: 0)
J Př davek polotovaru obráběný cyklem
J = 0: od pozice nástroje
J>0: oblast popsanou př davkem polotovaru
Q Hrubován čelně (standardně: 0): axiáln nebo čeln obráběn
Q = 0: axiáln obráběn
Q = 1: radiáln obráběn
Pokyny k prováděn cyklů:
MANUALplus si zjist směr obráběn a př suvu na základě aktuáln
polohy nástroje ve vztahu k výchoz mu bodu / koncovému bodu
části obrysu.
Pozice nástroje po proveden cyklu: bod startu cyklu
Př klad: G836
%836.nc
[G836]
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G836 P4 I1 K0.3
N4 G0 X80 Z0
N5 G1 Z 15 B 1
N6 G1 X102 B2
N7 G1 Z 22
N8 G1 X90 Zi 12 B1
N9 G1 Zi 6
N10 G1 X100 A80 B 1
N11 G1 Z 47
N12 G1 X110
N13 G0 Z2
N14 G80
KONEC
Na začátku cyklu mus nástroj stát mimo definovanou
část obrysu.
Korekce rádiusu břitu: provád se.
Na př davky G57/G58 se bere zřetel, nejsou li
naprogramovány „I, K“. Po proveden cyklu se př davky
vymažou.
Bezpečná vzdálenost po řezu: parametry „Aktuáln
parametry – Obráběn – Bezpečné vzdálenosti“
Je li Př davek polotovaru J>0: použijte jako
"Hloubku př suvu P" menš př suv, pokud je kvůli
geometrii břitu maximáln př suv v axiáln m a radiáln m
směru rozd lný.
Parametr cyklu Př davek polotovaru J je k dispozici
od verz NC softwaru 507 807 16 popř. 526 488 08. U
starš ch verz softwaru cyklus obráb od pozice
nástroje.