Hrubován radiálně g82, 12 jednoduché cykly soustružen – HEIDENHAIN MANUALplus 4110 Uživatelská příručka
Stránka 320
320
6 Programován podle DIN
6.12 Jednoduché cykly soustružen
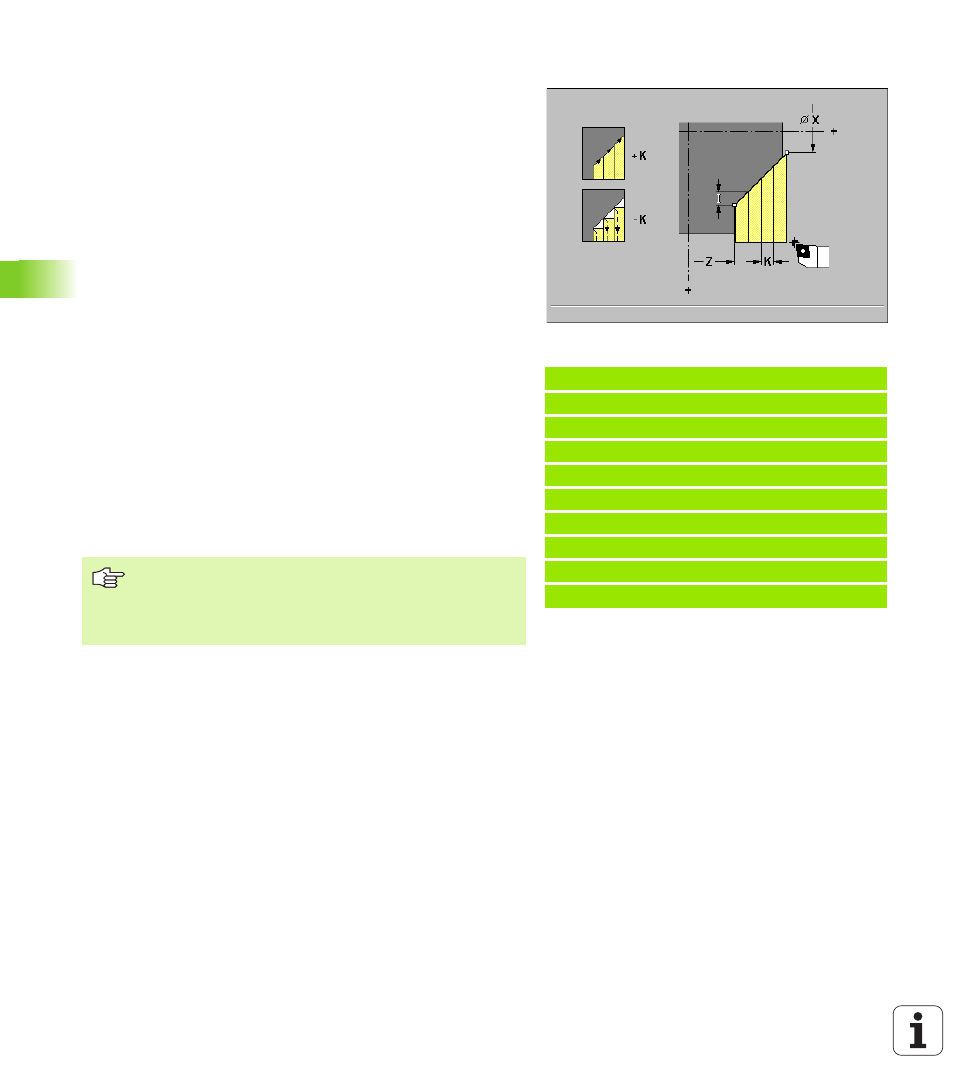
Hrubován radiálně G82
G82 obráb část obrysu popsanou aktuáln polohou nástroje a „Z/X“
v radiáln m směru.
Parametry
X Koncový bod úseku obrysu (rozměr průměru)
Z Výchoz bod úseku obrysu
I Přesazen : př suv v Z (standardně: 0)
K Maximáln př suv v X: rozdělen řezů se vypočte tak, aby
nedošlo ke „klouzavému řezu“ a aby vypočtený př suv byl <= K.
K>0: s orovnán m obrysu
K<0: bez orovnán obrysu
Q G funkce př suv: G funkce, kterou se provede př suv
Q = 0: př suv s G0 (rychloposuv)
Q = 1: př suv s G1 (posuv)
V Způsob odjet (standardně: 0)
V = 0: zpět do bodu startu cyklu v Z a posledn průměr odsunut
nástroje v X
V = 1: zpět do bodu startu cyklu
Pokyny k prováděn cyklů:
Při šikmém řezu definujte úhel pomoc „I a K“.
MANUALplus si zjist směr obráběn a př suvu na základě aktuáln
polohy nástroje ve vztahu k výchoz mu bodu / koncovému bodu
části obrysu.
Př klad: G82
%82.nc
[G82]
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G82 X20 Z 15 I4 K4 V0
N4 G0 X120 Z 15
N5 G82 X50 Z 26 I2 K 4 V1
N6 G0 X120 Z 26
N7 G82 X80 Z 45 K4 Q1
KONEC
Korekce rádiusu břitu: neprovád se
Př davky: G57 – př davky se započ taj . Po ukončen
prováděn cyklu zůstanou aktivn .
Bezpečná vzdálenost po řezu: 1 mm.