5 nástrojová data př davné parametry, Poháněný nástroj, Směr otáčen – HEIDENHAIN MANUALplus 4110 Uživatelská příručka
Stránka 426: Řezné podm nky
426
7 Provozn režim Správa nástrojů
7.5 Nástr
o
jová data přdavné parametry
7.5 Nástrojová data
př davné parametry
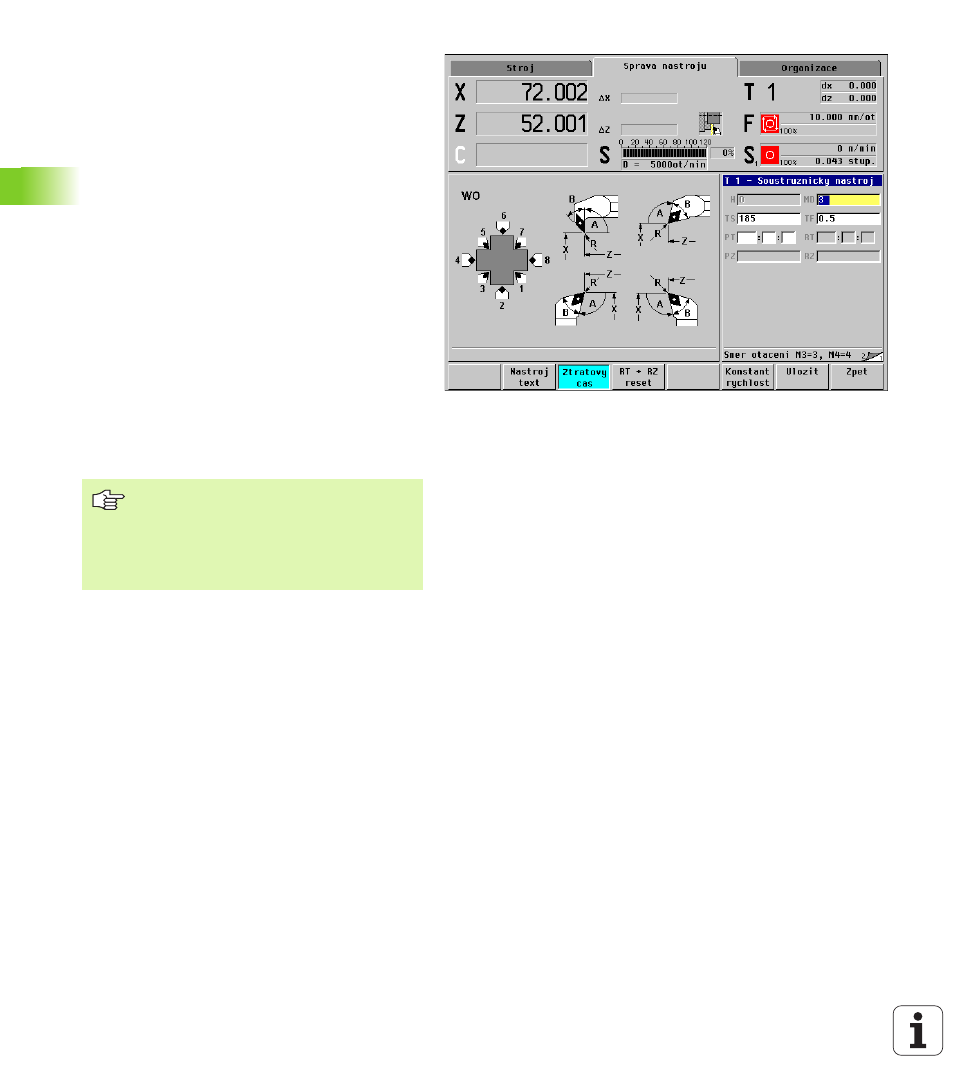
Druhé vstupn okno spravuje údaje pro směr otáčen ,
řezné podm nky, data k sledován životnosti nástrojů
atd.
Mezi oběma vstupn mi okny přep náte pomoc
„Listován dopředu/zpět“.
Poháněný nástroj
V „Poháněném nástroji“ definujete u vrtáků a
závitn ků, zda se sp nac př kazy generuj pro hlavn
vřeteno nebo pro poháněný nástroj. Frézovac
nástroje se považuj vždy za „poháněné nástroje“.
Směr otáčen
Je li definován směr otáčen , pak se u cyklů, které
tento nástroj použ vaj , generuje sp nac př kaz (M3
nebo M4) pro hlavn vřeteno resp. u poháněných
nástrojů pro př davné vřeteno.
Řezné podm nky
Řezné podm nky
Parametry „řezná rychlost TS“ a „posuv TF“ se
přeb raj jako parametry cyklu nebo jako strojová
data vždy tehdy, jestliže stisknete funkčn klávesu S,
F nástroje.
U otáček vřetena můžete volit mezi „konstantn mi
otáčkami“ a „konstantn řeznou rychlost “.
Nastaven , které zadáte u nástrojových parametrů,
se později převezme při S, F nástroje.
U poháněných nástrojů plat řezné podm nky pro
př davné vřeteno.
Na PLC softwaru vašeho stroje závis ,
zda se vygenerované sp nac př kazy
vyhodnot . Jestliže PLC tyto sp nac
př kazy neprovád , pak tyto parametry
nezadávejte. Informujte se v podkladech
ke stroji.