Cyklus frézován obrysu a tvaru na čele g793, 20 obráběn čela – HEIDENHAIN MANUALplus 4110 Uživatelská příručka
Stránka 364
364
6 Programován podle DIN
6.20 Obráběn čela
Cyklus frézován obrysu a tvaru na čele G793
G793 frézuje tvary (obrazce) nebo „volné obrysy“ (otevřené nebo
uzavřené) na čeln ploše. Po G793 následuje:
frézovaný tvar s:
kruhem (G304), obdéln kem (G305) nebo mnohoúheln kem
(G307)
ukončen m frézovaného tvaru (G80)
volný obrys tvořený:
počátkem frézovaného tvaru (G100)
frézovaným obrysem (G101, G102, G103)
ukončen m frézovaného tvaru (G80)
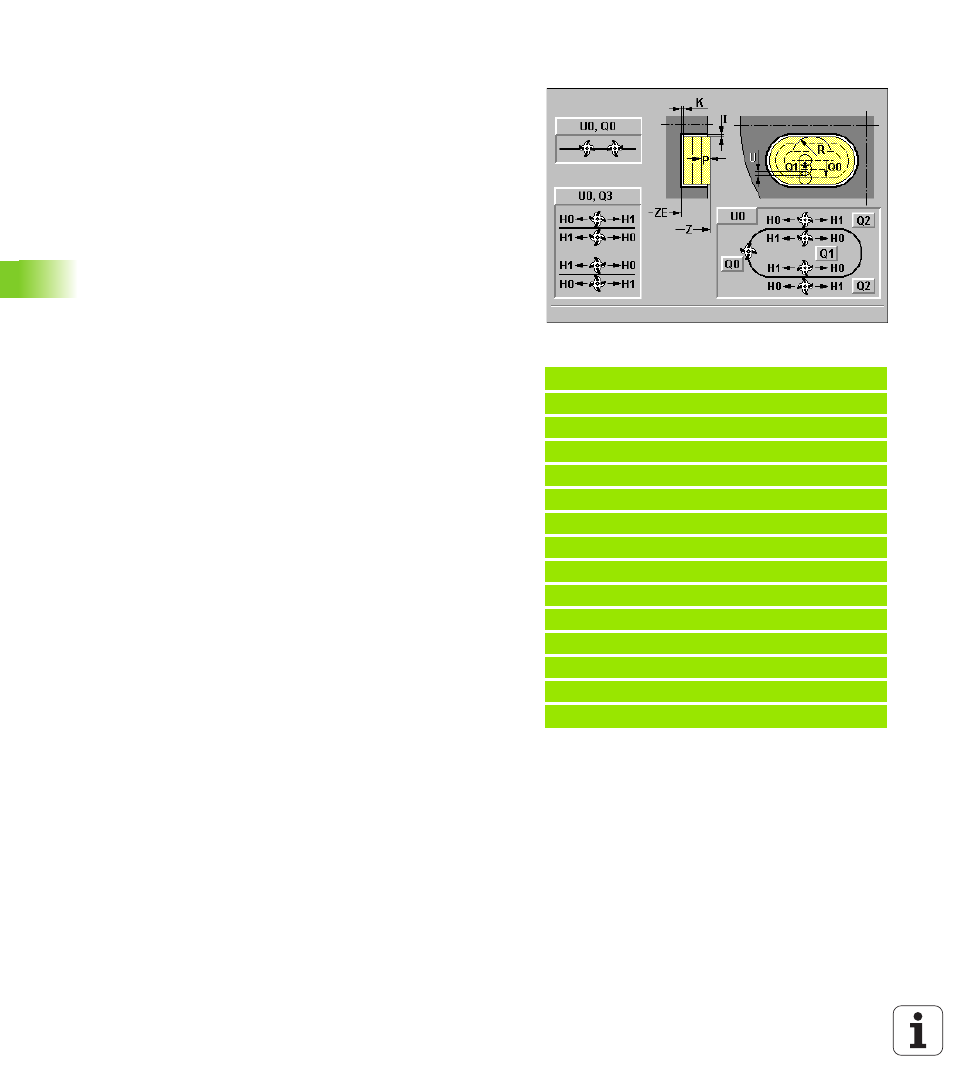
Parametry
Z Horn hrana frézován
ZE Dno frézován
P Maximáln př suv (standardně: celá hloubka jedn m př suvem).
U Koeficient přesahu: frézován obrysů nebo kapes
(standardně: 0)
U = 0 frézován obrysu
U>0: frézován kapes – minimáln koeficient přesahu frézovac ch
drah = U*průměr frézy
R Rádius oblouku naj žděn (rádius oblouku naj žděn / odj žděn )
– (standardně: 0)
R = 0: na obrysový prvek se naj žd př mo; př suv do bodu najet
nad rovinou frézován pak kolmý př suv do hloubky.
R>0: fréza naj žd / odj žd obloukem, který se napojuje na
obrysový prvek tangenciálně.
R<0 u vnitřn ch rohů: fréza naj žd / odj žd obloukem, který se
napojuje na obrysový prvek tangenciálně.
R<0 u vnějš ch rohů: délka lineárn ch prvků napojen a výjezdu;
na prvek obrysu se najede / z něho odjede tangenciálně.
I Př davek paralelně s obrysem.
K Př davek Z (ve směru př suvu).
F Posuv př suvu pro př suv do hloubky (standardně: aktivn
posuv).
E Redukovaný posuv pro kruhové prvky (standardně: aktuáln
posuv)
H Způsob frézován (standardně: 0): ovlivňuje spolu se smyslem
otáčen frézy směr frézován (viz pomocný obrázek).
H = 0: nesousledně
H = 1: sousledně
Př klad: G793
%100.nc
[G100, G101, G102, G103, G793]
N1 T70 G197 S1200 G195 F0.2 M104
N2 M14
N3 G110 C0
N4 G0 X100 Z2
N5 G793 Z2 ZE 5 P2 U0.5 R0 I0.5 F0.15 H0 Q0
N6 G100 XK20 YK5
N7 G101 XK50 B5
N8 G103 XK5 YK50 R50 Q1 B5
N9 G101 XK5 YK20 B5
N10 G102 XK20 YK5 R20 B5
N11 G80
N12 M15
KONEC