9 posunut nulového bodu, Posunut nulového bodu g51 – HEIDENHAIN MANUALplus 4110 Uživatelská příručka
Stránka 305
HEIDENHAIN MANUALplus 4110
305
6.9 Posunut nulového bodu
6.9 Posunut nulového bodu
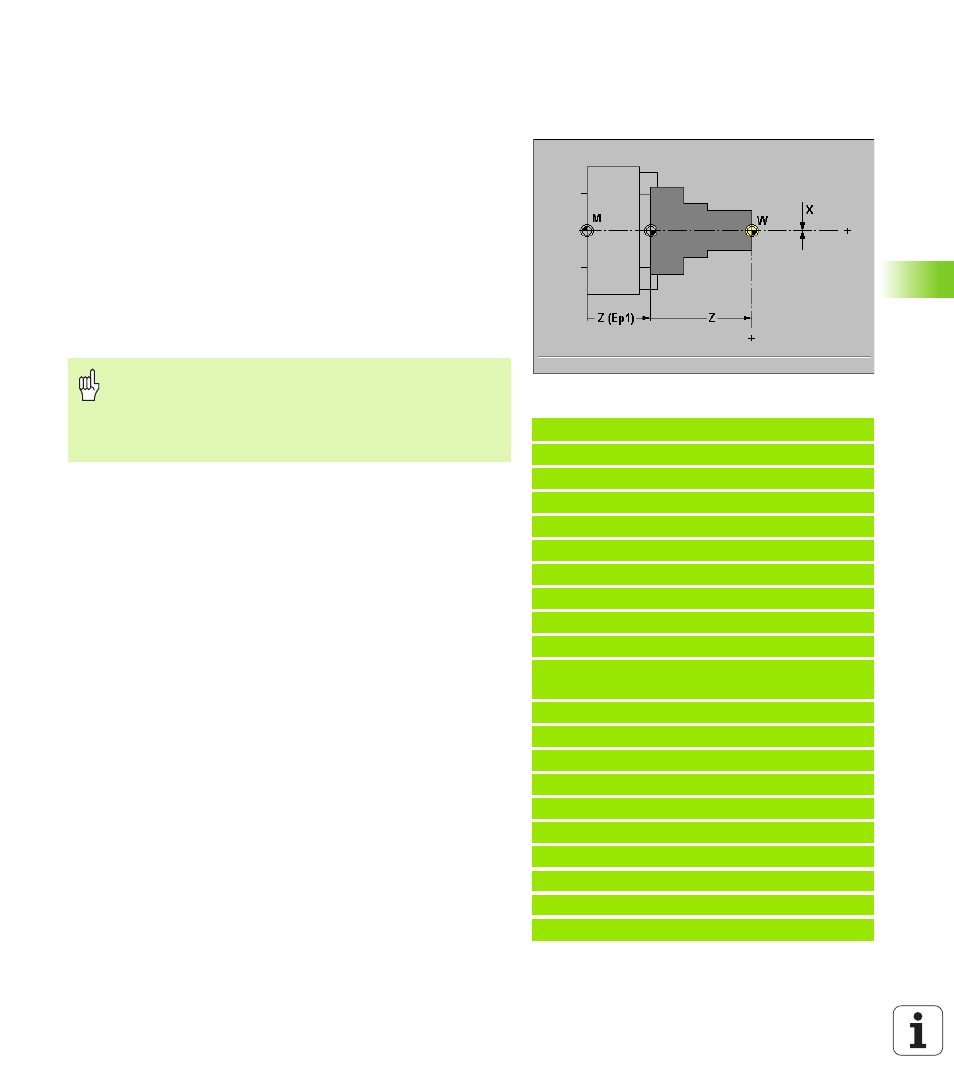
Posunut nulového bodu G51
G51 posouvá nulový bod obrobku o „Z“ (nebo „X“). Toto posunut se
vztahuje k nulovému bodu obrobku definovanému v seřizovac m
režimu (viz ”Definován nulového bodu obrobku“ na straně 50).
I když budete G51 programovat v cekrát, zůstává vztažným bodem
nulový bod obrobku nadefinovaný v provozn m režimu seřizován .
Pomoc G51 definovaný nulový bod obrobku plat do konce
programu nebo dokud nen zrušen jinými posunut mi nulového bodu.
Parametry
X Posunut (rozměr průměru)
Z Posunut
Př klad: G51
%51.nc
[G51]
N1 T30 G95 F0.25 G96 S200 M3
N2 G0 X62 Z 15
N3 G862 Q0
N4 G0 X60 Z 19.2327
N5 G3 X58.5176 Z 20.1986 R1 I 1 K0
N6 G1 X48 Z 21.6077 B1
N7 G1 Z 28.3923 B1
N8 G1 X58.5176 Z 29.8014
N9 G3 X60 Z 30.7673 R1 I 0.2588 K
0.9659
N10 G80
N11 G51 Z 28
N12 G0 X62 Z 15
N13 G862 Q0
N14 G0 X60 Z 19.2327
N.. . . .
N.. G80
N.. G51 Z 56
N.. . . .
KONEC
Pozor nebezpeč kolize
Programován cyklů: u DIN maker se posun nulového
bodu na konci cyklu zruš . Proto nepouž vejte při
programován cyklů DIN makra s posunem nulového
bodu.