6 př klad programován din „závitový čep – HEIDENHAIN MANUALplus 4110 Uživatelská příručka
Stránka 516
516
9 Př klady
9.6 Přklad pr
ogramován DIN „Závitový čep“
9.6 Př klad programován DIN
„Závitový čep“
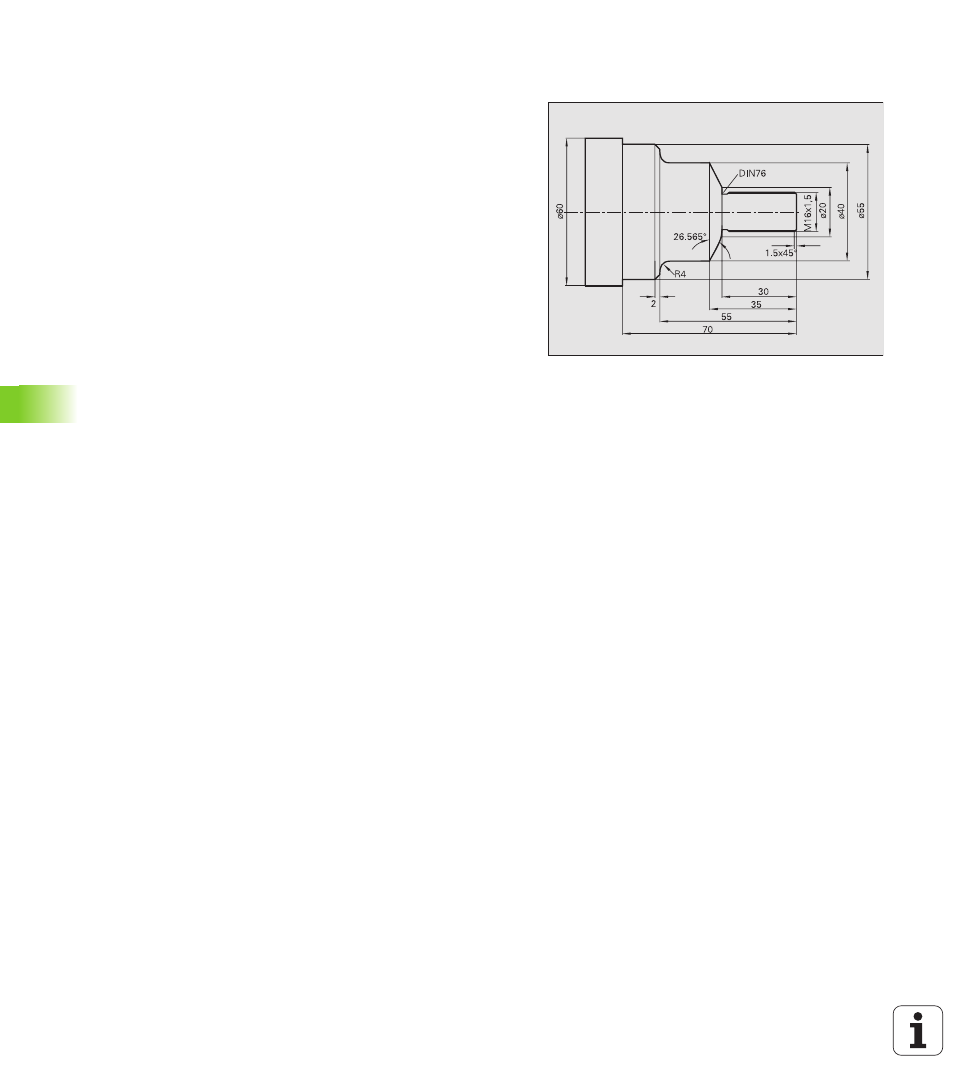
V tomto př kladu se vysvětluje zhotoven závitového čepu pomoc
programován podle DIN. Vycház se z výrobn ho výkresu a prob raj
se jednotlivé fáze obráběn programem DIN.
Použ vané nástroje
Hrubovac nástroj:
Pozice T1
WO = 1 orientace nástroje
A = 93° úhel nastaven
B = 55° vrcholový úhel
R = 0,8 rádius nástroje
Dokončovac nástroj:
Pozice T2
WO = 1 orientace nástroje
A = 93° úhel nastaven
B = 55° vrcholový úhel
R = 0,5 rádius nástroje
Závitový nástroj:
Pozice T3
WO = 1 orientace nástroje
Pracovn postup
Upněte obrobek (průměr 60 mm, délka 100 mm)
Seř zen stroje
stanovit nulový bod obrobku
zjistit rozměry nástroje
zadat bod výměny nástrojů
Přejděte do editoru DIN
Vytvořte program DIN „Závitový čep“
Program DIN „Závitový čep“ otestujte simulac