5 přdavné funkce pr o r otačn osy – HEIDENHAIN TNC 426 (280 462) Uživatelská příručka
Stránka 140
127
HEIDENHAIN TNC 426
Automatická korekce geometrie stroje při práci s
otočnými osami: M114
Standardn chován
TNC naj žd nástrojem do poloh definovaných v programu obráběn .
U polohován s otočnými osami mus postprocesor zohlednit
přesazen nástroje.
Chován s M114
TNC kompenzuje přesazen nástroje s 3D délkovou korekc . Korekce
poloměru nástroje mus být zohledněna v CAD systému popř. v
postprocesoru. Programovaná korekce poloměru RL/RR vede k
chybovému hlášen „NEDOVOLENÝ NC BLOK".
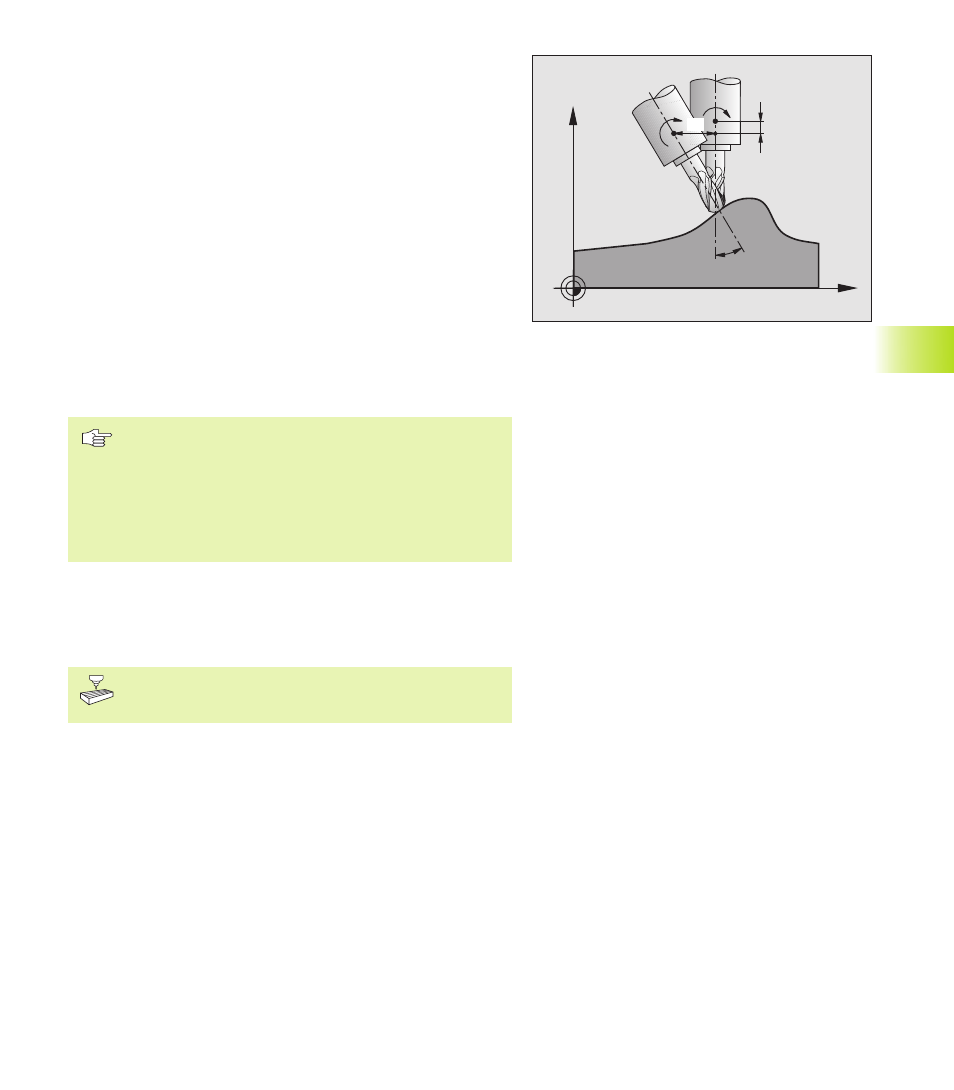
Obrázek vpravo ukazuje přesazen vztažného bodu nástroje při
natočen .
Pokud byl NC program vytvořen postprocesorem, pak nemus být
zohledněna geometrie stroje.
Pokud TNC provede délkovou korekci nástroje, pak se programovaný
posuv vztahuje na špičku nástroje, jinak na vztažný bod nástroje.
Má li váš stroj otočnou hlavu, pak můžete přerušit chod
programu a změnit polohu otočné osy (např. s ručn m
kolečkem).
S funkc RESTORE POS. AT N můžete pokračovat v
programu obráběn od m sta, kde jste program přerušili.
TNC pak automaticky respektuje novou polohu otočné
osy.
Trván účinku
M114 je účinná na začátku bloku, M115 na konci bloku.
M114 zruš te s M115. Na konci programu je M114 rovněž
neúčinná.
Ve strojn m parametru 7510 a následuj c ch mus být
výrobcem stroje definována geometrie stroje.
X
Z
dB
dz
dx
B
B
7.5 Přdavné funkce pr
o r
otačn osy