3 kor ekce nástr oje – HEIDENHAIN TNC 426 (280 462) Uživatelská příručka
Stránka 76
63
HEIDENHAIN TNC 426
Korekce poloměru nástroje
Programový blok pro pohyb nástroje obsahuje
n
RL nebo RR pro korekci poloměru nástroje
n
R+ nebo R–, pro korekci poloměru při osově rovnoběžných
pojezdových pohybech
n
R0, pokud nemá být provedena žádná korekce poloměru
nástroje
Korekce poloměru je účinná, jakmile je vyvolán nástroj a je poj žděno
v rovině obráběn s RL nebo RR. Korekce je zrušena, je li
programován polohovac blok s R0.
Při korekci poloměru nástroje jsou respektovány delta hodnoty jak
z bloku TOOL CALL tak i z tabulky nástrojů:
Korekčn hodnota = R + DR
TOOL CALL
+ DR
TAB
,kde
R
poloměr nástroje R z bloku TOOL DEF nebo z tabulky
nástrojů
DR
TOOL CALL
př davek DR pro poloměr z bloku TOOL CALL (na
indikaci polohy nen zohledněn)
DR
TAB
př davek DR pro poloměr z tabulky nástrojů
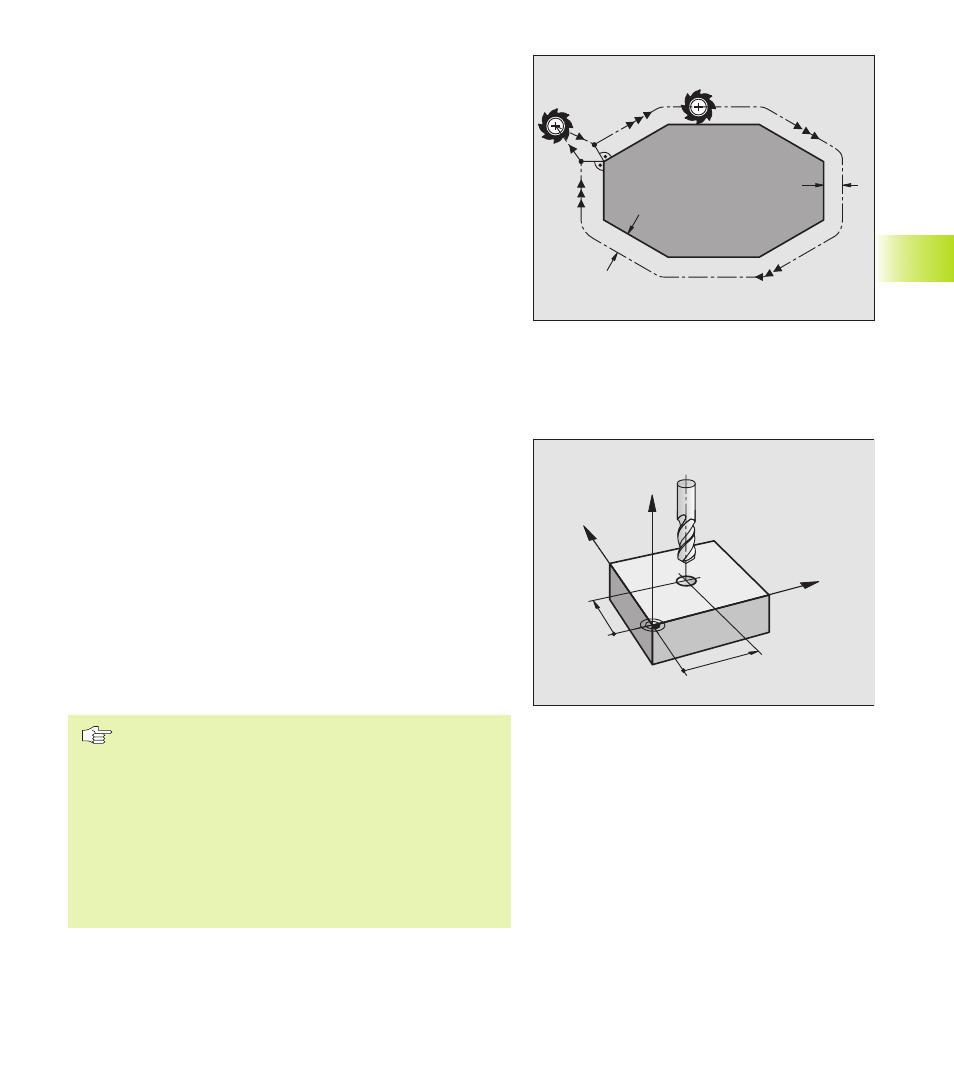
Dráhové pohyby bez korekce poloměru nástroje: R0
Nástroj přej žd v rovině obráběn se svým středem po
programované dráze, popř. na programované souřadnice.
Použit : d ry, předpolohován
viz obrázek vpravo.
Dráhové pohyby s korekc poloměru nástroje: RR a RL
RR Nástroj přej žd vpravo od obrysu
RL Nástroj přej žd vlevo od obrysu
Střed nástroje je přitom vzdálen o poloměr nástroje od
programovaného obrysu. „Vpravo“ a „vlevo“ označuje polohu
nástroje ve směru pojezdu podél obrysu obrobku. Viz obrázek na
dalš stránce.
Mezi dvěma programovými bloky s opačnou korekc
poloměru nástroje RR a RL se mus nacházet nejméně je
den blok bez korekce poloměru nástroje s R0.
Korekce poloměru nástroje je aktivn až do konce bloku,
ve kterém byla poprvé naprogramovaná.
U prvn ho bloku s korekc poloměru nástroje RR/RL a při
zrušen korekce s R0 polohuje TNC nástroj vždy kolmo k
naprogramovanému startovac mu nebo koncovému
bodu. Polohujte tedy nástroj před prvn m bodem obrysu,
popř. za posledn m bodem obrysu tak, aby se obrys
nepoškodil.
5.3 Kor
ekce nástr
oje
R
R
R0
RL
Y
X
Z
X
Y