1 zadán týkaj c se nástroje, 1 zadán týkajc se nástr oje – HEIDENHAIN TNC 426 (280 462) Uživatelská příručka
Stránka 67
54
5 Programován : Nástroje
5.1 Zadán týkaj c se nástroje
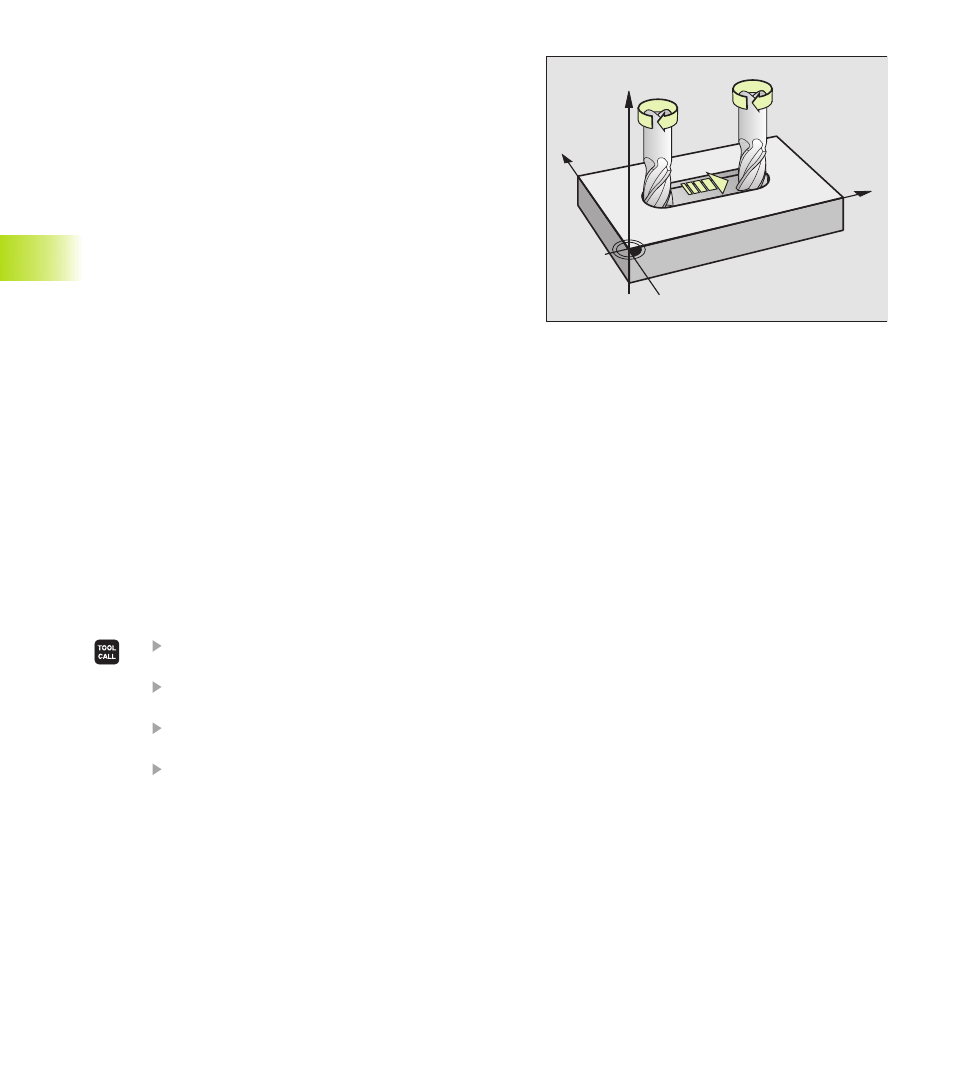
Posuv F
Posuv F je rychlost v mm/min (inch/min), kterou se pohybuje střed
nástroje po své dráze. Maximáln posuv může být různý pro každou
strojn osu a jsou definovány strojn mi parametry.
Zadán
Posuv můžete zadat v každém polohovac m bloku. Viz „6.2 Základy
dráhových funkc “.
Rychloposuv
Pro rychloposuv zadejte F MAX. Pro zadán F MAX stiskněte na
dialogovou otázku „POSUV F = ?“ klávesu ENT.
Trván účinku
Posuv naprogramovaný č selnou hodnotou plat až do bloku, ve
kterém je naprogramován nový posuv. F MAX plat pouze pro ten blok,
ve kterém byl programován. Po bloku s F MAX plat opět posledn
č selná hodnota programovaného posuvu.
Změna během chodu programu
Během chodu programu změn te posuv potenciometrem Override
F pro posuv.
Otáčky vřetena S
Otáčky vřetena S zadáte v otáčkách za minutu (1/min) v bloku TOOL
CALL (vyvolán nástroje).
Programovaná změna
V programu obráběn můžete změnit otáčky vřetena blokem TOOL
CALL, ve kterém zadáte nové otáčky vřetena:
Programovat vyvolán nástroje: stisknout klávesu
TOOL CALL
Přej t dialog „ČÍSLO NÁSTROJE ?“ stiskem klávesy
NO ENT
Přej t dialog „OSA VŘETENA PARALEL S X/Y/Z ?“ stiskem
klávesy NO ENT
V dialogu „OTÁČKY VŘETENA S= ?“ zadat nové otáčky
vřetena
Změna během chodu programu
Během chodu programu změn te otáčky vřetena potenciometrem
Override S pro otáčky vřetena.
5.1 Zadán týkajc se nástr
oje
X
Y
Z
S
S
F