5 slcykly – HEIDENHAIN TNC 426 (280 462) Uživatelská příručka
Stránka 186
173
HEIDENHAIN TNC 426
Dbejte před programován m
Použ t frézu s čeln mi zuby (DIN 844), nebo předvrtat s
cyklem 21.
HLOUBKA PŘÍSUVU Q10 (inkrementálně): rozměr, o
kterou je nástroj pokaždé přisunut
POSUV NA HLOUBKU Q11: posuv při zápichu v
mm/min
POSUV PRO FRÉZOVÁNÍ Q12: posuv při frézován v
mm/min
PŘEDHRUBOVACÍ NÁSTROJ ČÍSLO Q18: č slo nástroje,
se kterým TNC již předhruboval. Pokud nebylo
předhrubován , zadat „0“; pokud zde zadáte č slo,
vyhrubuje TNC jen tu část, která nemohla být s
předhrubovac m nástrojem obrobena. Pokud prostor
dohrubován nelze naj ždět stranově, zapichuje TNC
kývavě; k tomu mus te v tabulce nástrojů TOOL.T (viz
str. 57) definovat délku břitu LCUTS a maximáln úhel
ponoru ANGLE nástroje. Jinak vyp še TNC chybové
hlášen
POSUV KÝVÁNÍ Q19: posuv při kývavém zápichu v
mm/min
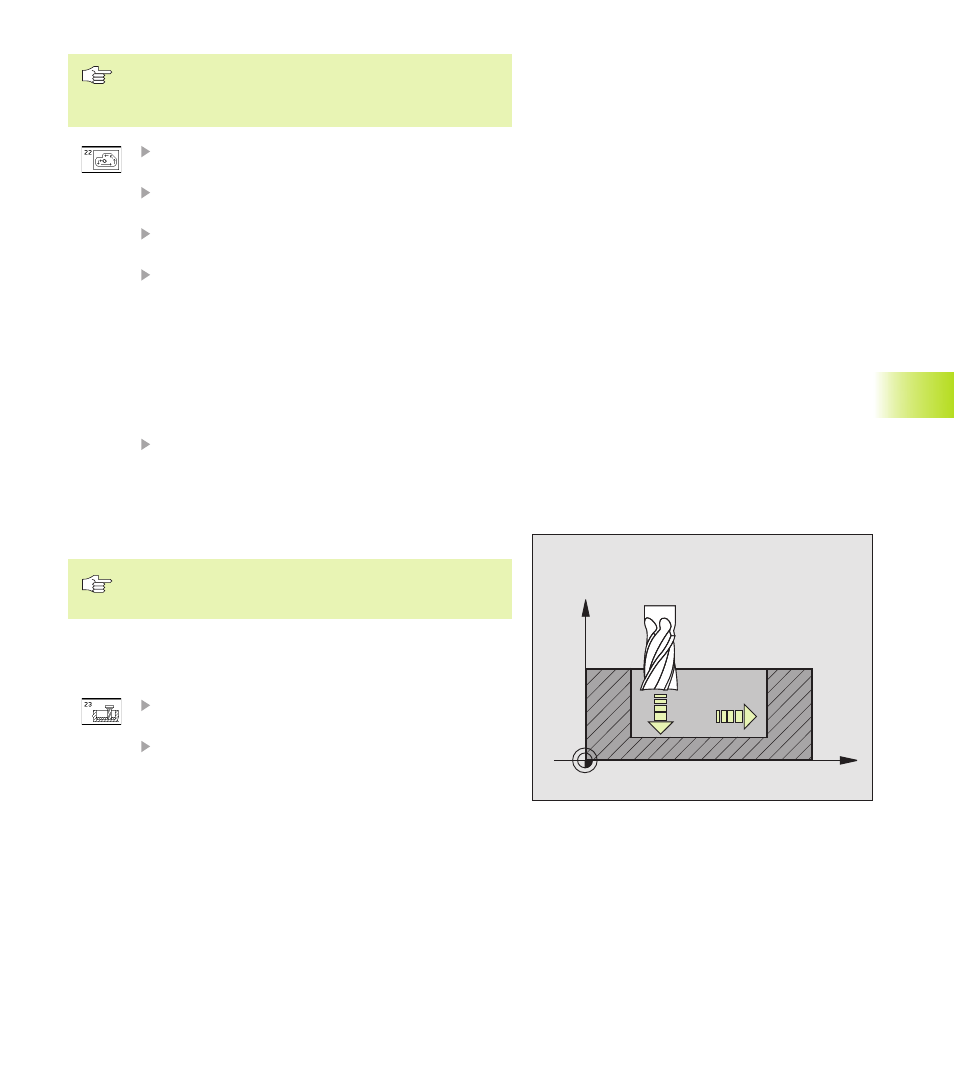
DOKONČOVAT DNO (cyklus 23)
TNC zjist bod startu pro dokončován sám. Bod startu je
závislý na prostorových poměrech v kapse.
TNC najede měkce nástrojem (vertikáln tangenciáln kruh) na
obráběnou plochu. Potom bude odfrézován po hrubován zbylý
př davek na čisto.
POSUV NA HLOUBKU Q11: pojezdová rychlost
nástroje při zapichován
POSUV PRO FRÉZOVÁNÍ Q12: frézovac posuv
8.5 SLcykly
X
Z
Q11
Q12