3 najet a opuštěn obrysu – HEIDENHAIN TNC 426 (280 462) Uživatelská příručka
Stránka 94
81
HEIDENHAIN TNC 426
Souřadnice mohou být zadány absolutně nebo inkrementálně v
pravoúhlých nebo polárn ch souřadnic ch.
Při polohován z aktuáln polohy k pomocnému bodu P
H
nekontroluje
TNC, zda bude poškozen programovaný obrys. Zkontrolujte to s
testovac grafikou!
Při najet mus být prostor mezi startovac m bodem P
S
a prvn m
bodem obrysu P
A
dostatečně veliký, aby se dosáhlo programovaného
posuvu při obráběn .
Z aktuáln polohy do pomocného bodu P
H
naj žd TNC s naposledy
programovaným posuvem.
Korekce poloměru nástroje
Korekci poloměru nástroje naprogramujte současně s prvn m bodem
obrysu P
A
v bloku APPR. Bloky DEP ruš automaticky korekci
poloměru nástroje!
Najet bez korekce poloměru nástroje: je li v bloku APPR
programováno R0, pak naj žd TNC nástrojem jako s nástrojem s R =
0 mm a korekc poloměru RR! Tak je u funkc APPR/DEP LN a APPR/
DEP CT definován směr, ve kterém TNC naj žd na obrys a odj žd z
obrysu.
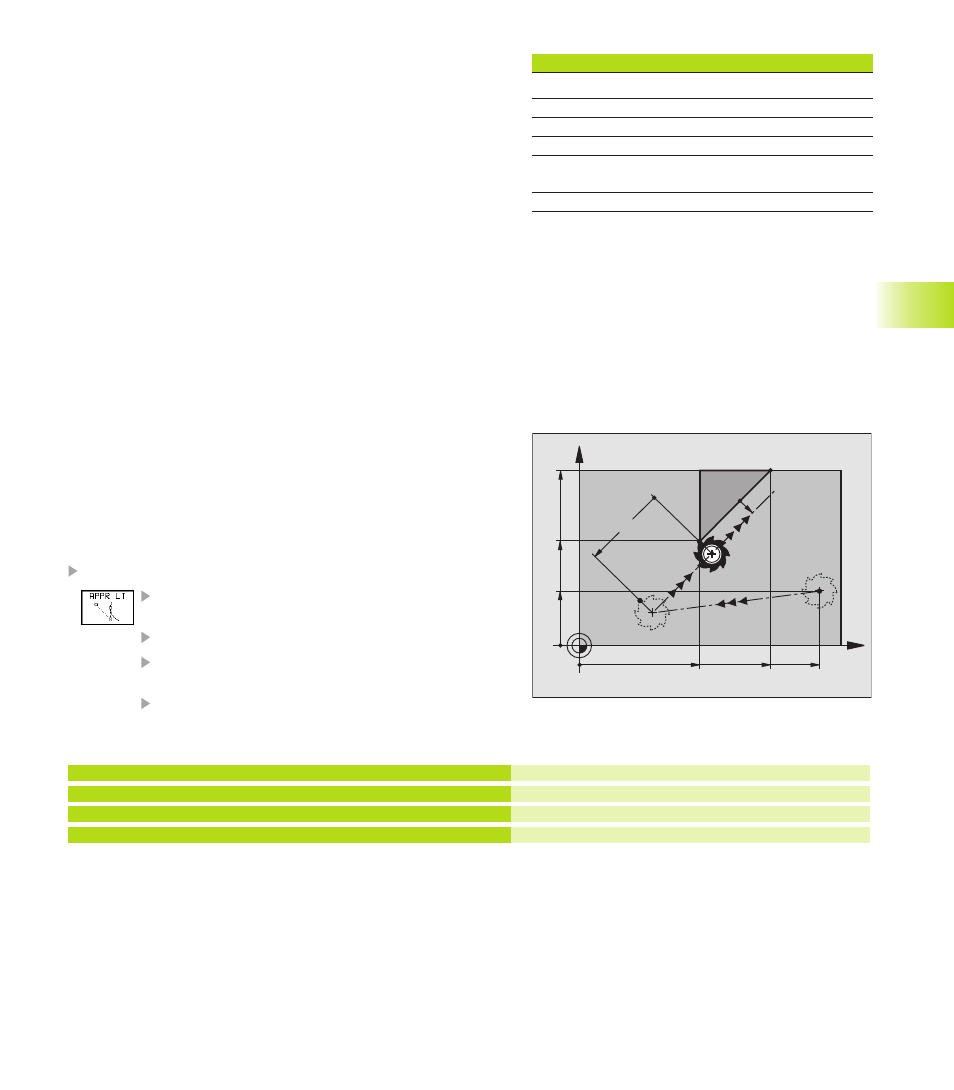
Najet po př mce
s tangenciáln m připojen m: APPR LT
TNC přej žd nástrojem po př mce ze startovac ho bodu P
S
do
pomocného bodu P
H
. Odtamtud naj žd tangenciálně na prvn bod
obrysu Pa po př mce. Pomocný bod P
H
je ve vzdálenosti LEN od
prvn ho bodu obrysu P
A
.
Libovolná dráhová funkce: najet do startovac ho bodu S
Zahájit dialog stiskem klávesy APPR/DEP a
softklávesy APPR LT:
SOUŘADNICE prvn ho bodu obrysu P
A
LEN: vzdálenost pomocného bodu P
H
od prvn ho
bodu obrysu P
A
KOREKCE RADIUSU pro obráběn
Př klad NC bloků
7 L X+40 Y+10 R0 FMAX M3
8 APPR LT X+20 Y+20 Z-10 LEN15 RR F100
9 L X+35 Y+35
10 L ...
Zkratka
Význam
APPR
angl. APPRoach = najet
DEP
angl. DEParture = vyjet
L
angl. Line = př mka
C
angl. Circle = kruh
T
Tangenciála (plynulý, hladný
přechod)
N
Normála (kolmo)
Najet na P
S
bez korekce poloměru nástroje
P
A
s korekc RR, vzdálenost P
H
od P
A
: LEN=15
Koncový bod prvn ho prvku obrysu
Dalš prvek obrysu
X
Y
20
10
20
P
A
RR
P
S
R0
15
P
H
RR
RR
40
35
35
6.3 Najet a opuštěn obrysu