6 cykly pr o řádkován – HEIDENHAIN TNC 426 (280 462) Uživatelská příručka
Stránka 202
189
HEIDENHAIN TNC 426
PRAVIDELNÁ PLOCHA (cyklus 231)
1 TNC polohuje nástroj z aktuáln polohy s 3D lineárn m pohybem do
bodu startu 1
2 Potom přej žd nástroj s programovaným FRÉZOVACÍM POSUVEM
do koncového bodu 2
3 Tam odjede TNC nástrojem s rychloposuvem FMAX o průměr
nástroje v kladném směru osy vřetena a pak opět zpět do bodu
startu 1
4 V bodě startu 1 najede TNC nástrojem opět na naposledy najetou
hodnotu souřadnice Z
5 Poté přesad TNC nástroj ve všech třech osách z bodu 1 ve směru
bodu 4 na dalš řádek
6 Pak přej žd TNC nástrojem do koncového bodu tohoto řádku.
Koncový bod vypočte TNC z bodu 2 a z přesazen ve směru bodu 3
7 Řádkován se opakuje, až je zadaná plocha úplně opracovaná
8 Na konci polohuje TNC nástroj o průměr nástroje nad nejvyšš m
zadaným bodem v ose vřetena
Veden řezu
Bod startu a t m i směr frézován je volitelný, protože TNC proj žd
jednotlivé řezy zásadně z bodu 1 do bodu 2 a celkový průběh z bodu
1/2 do bodu 3/4 splývá. Bod 1 můžete um stit do každého z rohů
obráběné plochy.
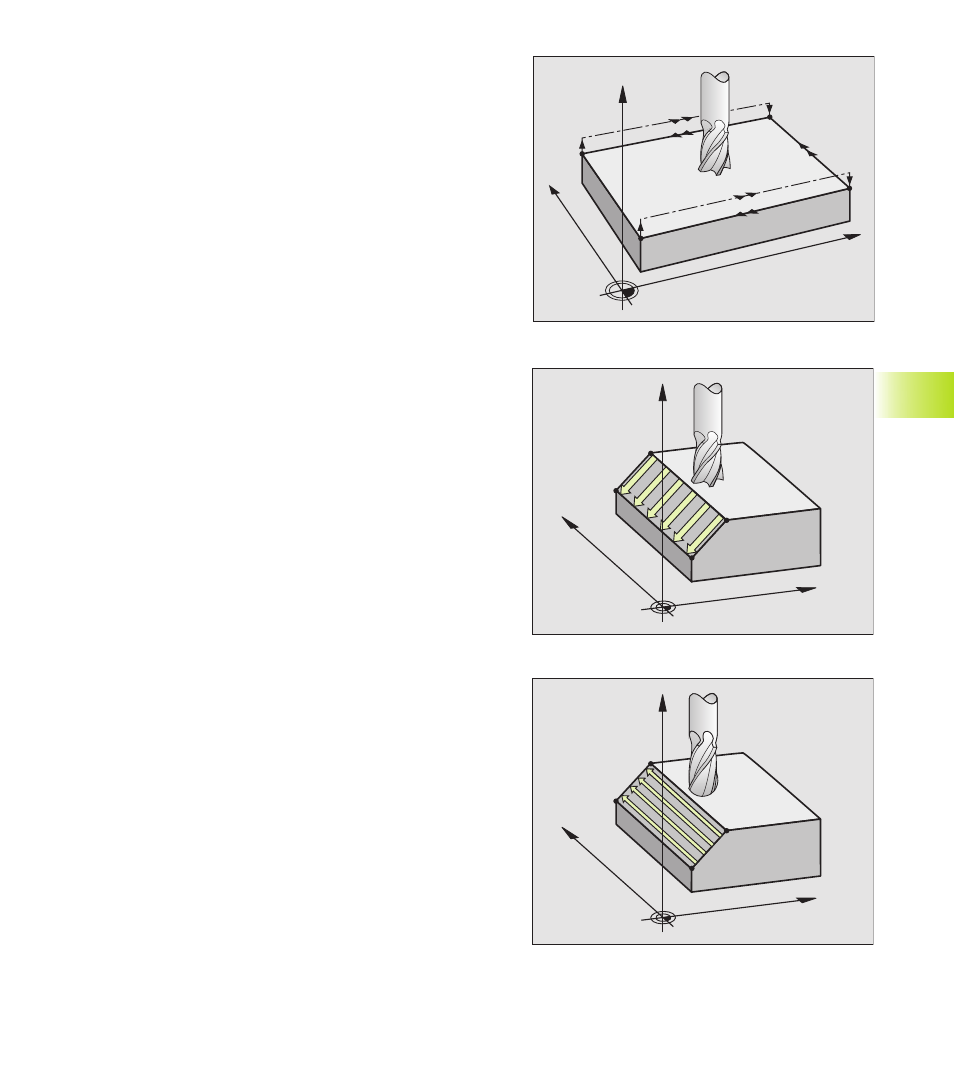
Kvalitu povrchu při použit stopkových fréz můžete optimalizovat:
n
Zastrčeným řezem (souřadnice osy vřetena bodu 1 je větš jak
souřadnice osy vřetena bodu 2) u málo nakloněných ploch.
n
Taženým řezem (souřadnice osy vřetena bodu 1 je menš jak
souřadnice osy vřetena bodu 2) u silně nakloněných ploch
n
U mimoběžných ploch, um stit směr hlavn ho pohybu (z bodu 1
do bodu 2) ve směru silnějš ho sklonu. Viz obrázek vpravo
uprostřed.
Kvalitu povrchu při použit kulových fréz můžete optimalizovat:
n
U mimoběžných ploch, um stit směr hlavn ho pohybu (z bodu 1
do bodu 2) kolmo ke směru nejsilnějš ho sklonu. Viz obrázek
vpravo dole.
8.6 Cykly pr
o řádkován
X
Y
Z
X
Y
Z
X
Y
Z