3 cykly pr o frézován kapes, čepů a drážek – HEIDENHAIN TNC 426 (280 462) Uživatelská příručka
Stránka 170
157
HEIDENHAIN TNC 426
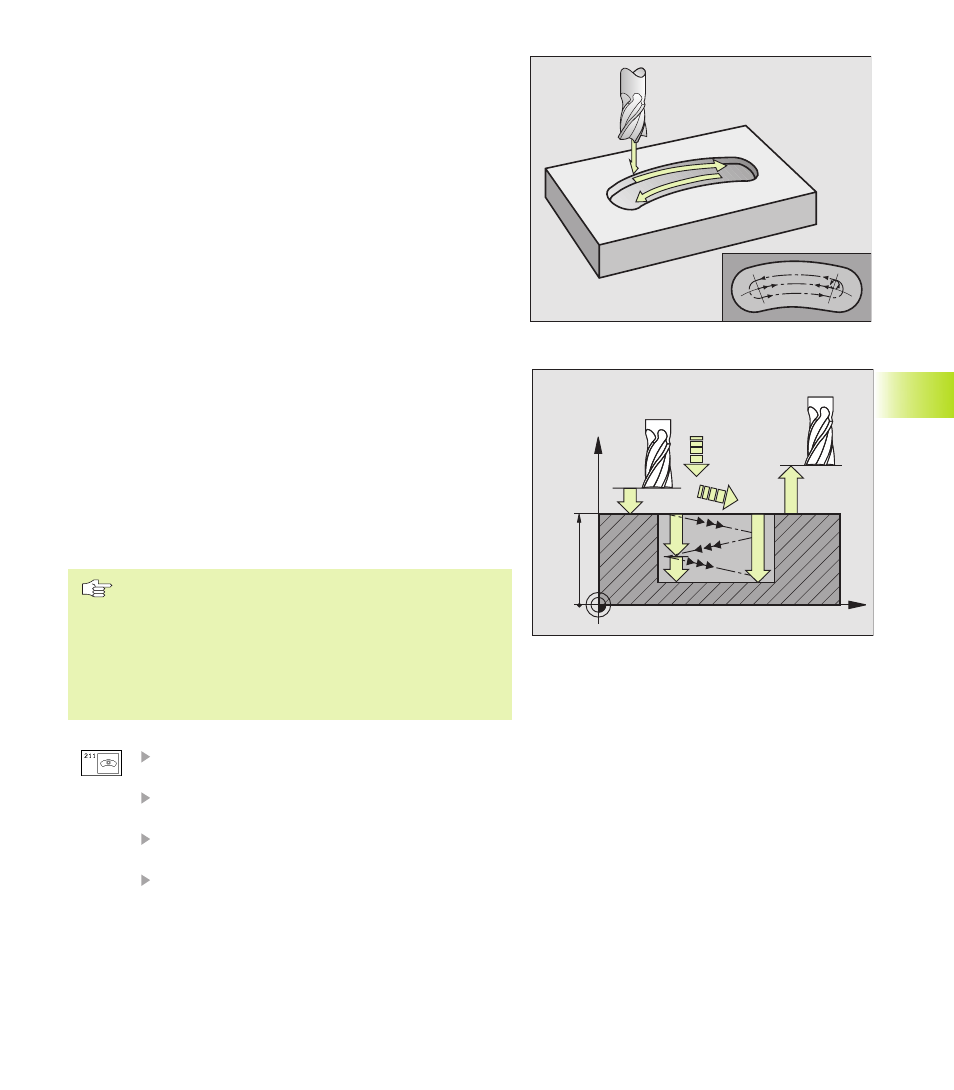
KRUHOVÁ DRÁŽKA s kývavým zápichem
(cyklus 211)
Hrubován
1 TNC napolohuje nástroj v ose vřetena na 2. BEZPEČNOSTNÍ
VZDÁLENOST a pak do bodu startu. Bod startu vypočte TNC ze
zadaných parametrů cyklu; odtud polohuje TNC nástroj na
zadanou BEZPEČNOSTNÍ VÝŠKU nad povrch obrobku
2 Nástroj naj žd POSUVEM FRÉZOVÁNÍ na povrch obrobku; odtud
odj žd nástroj šikmo se zapichuj c do materiálu k druhému
konci drážky
3 Potom přej žd nástroj opět šikmo se zapichuj c do bodu startu;
tento proces (2 až 3) se opakuje, až je dosaženo programované
HLOUBKY FRÉZOVÁNÍ
4 Na HLOUBCE FRÉZOVÁNÍ přej žd TNC nástrojem kvůli zarovnán
dna na druhý konec drážky
Dokončován
5 K dokončen drážky naj žd TNC tangenciálně nástrojem na hotový
obrys. Pak dokonč TNC sousledně (při M3) obrys
6 Na konci obrysu odjede nástroj tangenciálně od obrysu
7 Potom odj žd nástroj rychloposuvem FMAX zpět na
BEZPEČNOSTNÍ VZDÁLENOST a – je li zadána – na 2.
BEZPEČNOSTNÍ VZDÁLENOST
Dbejte před programován m
Znaménko parametru HLOUBKA definuje směr
frézován .
Zvolit průměr frézy ne větš než ŠÍŘKA DRÁŽKY a ne
menš než třetinu ŠÍŘKY DRÁŽKY.
Zvolit průměr frézy menš než polovinu délky drážky:
jinak nemůže TNC kývavě zapichovat.
BEZPEČNOSTNÍ VZDÁLENOST Q200 (inkrementálně):
vzdálenost mezi špičkou nástroje a povrchem obrobku
HLOUBKA Q201 (inkrementálně): vzdálenost mezi
povrchem obrobku a dnem drážky
FRÉZOVACÍ POSUV Q207: rychlost pojezdu nástroje při
frézován v mm/min
HLOUBKA PŘÍSUVU Q202 (inkrementálně): rozměr, o
který je při kývavém pohybu v ose nástroje celkem
přisunut nástroj
8.3 Cykly pr
o frézován kapes, čepů a drážek
X
Z
Q200
Q207
Q202
Q203
Q204
Q201