2 vrtac cykly – HEIDENHAIN TNC 426 (280 462) Uživatelská příručka
Stránka 152
139
HEIDENHAIN TNC 426
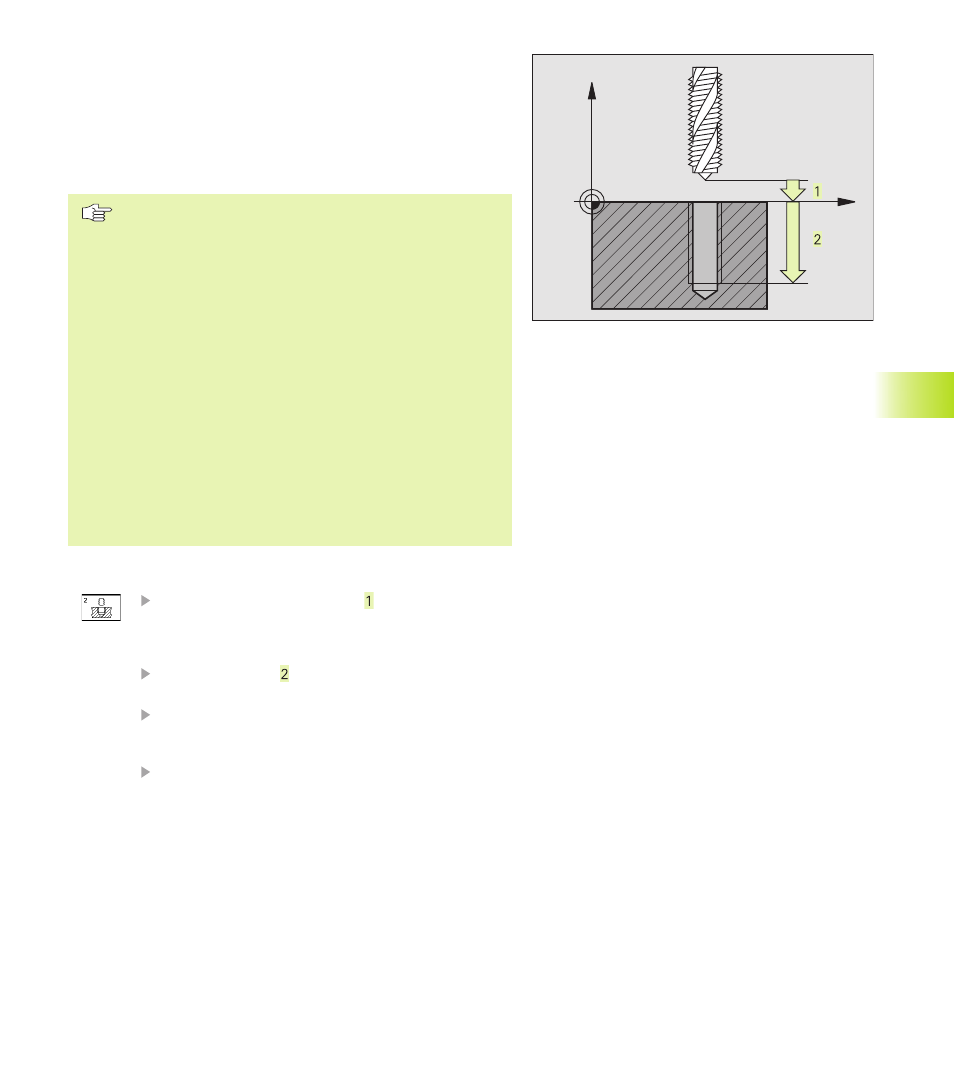
ŘEZÁNÍ ZÁVITU s vyrovnávac hlavou (cyklus 2)
1 Nástroj najede v jednom kroku na HLOUBKU VRTÁNÍ
2 Pak dojde ke změně směru otáčen vřetena a po ČASOVÉ
PRODLEVĚ se nástroj stáhne zpět do startovac polohy
3 Ve startovac poloze se opět změn směr otáčen vřetena
Dbejte před programován m
Naprogramovat polohovac blok do startovac ho bodu
(střed d ry) v rovině obráběn s korekc poloměru nástroje
R0.
Naprogramovat polohovac blok do startovac ho bodu v
ose vřetena (BEZPEČNOSTNÍ VZDÁLENOST nad
povrchem obrobku).
Znaménko parametru cyklu HLOUBKA definuje směr
obráběn .
Nástroj mus být upnut v délkové vyrovnávac hlavě.
Délková vyrovnávac hlava kompenzuje tolerance mezi
posuvem a otáčkami vřetena během řezán závitu.
Během vykonáván cyklu je otočný potenciometr pro
override otáček vřetena nefunkčn . Otočný potenciometr
pro override posuvu je aktivn ale s omezen m (definováno
výrobcem stroje).
Pro pravý závit aktivovat vřeteno s M3, pro levý závit s M4.
BEZPEČNOSTNÍ VZDÁLENOST (inkrementálně):
vzdálenost mezi špičkou nástroje (startovac poloha)
a povrchem obrobku; správná hodnota: 4x stoupán
závitu
HLOUBKA VRTÁNÍ (délka závitu, inkrementálně):
vzdálenost mezi povrchem obrobku a koncem závitu
ČASOVÁ PRODLEVA V SEC.: zadat hodnotu mezi 0 a
0,5 sekundami, aby se zabránilo zakl něn nástroje při
návratu
POSUV F: pojezdová rychlost nástroje při řezán závitu
Stanoven posuvu: F = S x p
F: posuv ( mm/min)
S: otáčky vřetena (U/min)
p: stoupán závitu (mm)
Vyjet nástrojem při přerušen programu
Pokud během řezán závitu stisknete extern tlač tko STOP, zobraz
TNC softklávesu, po jej mž stisknut můžete vyjet s nástrojem.
8.2 Vrtac cykly
X
Z