3 cykly pr o frézován kapes, čepů a drážek – HEIDENHAIN TNC 426 (280 462) Uživatelská příručka
Stránka 167
8 Programován : Cykly
154
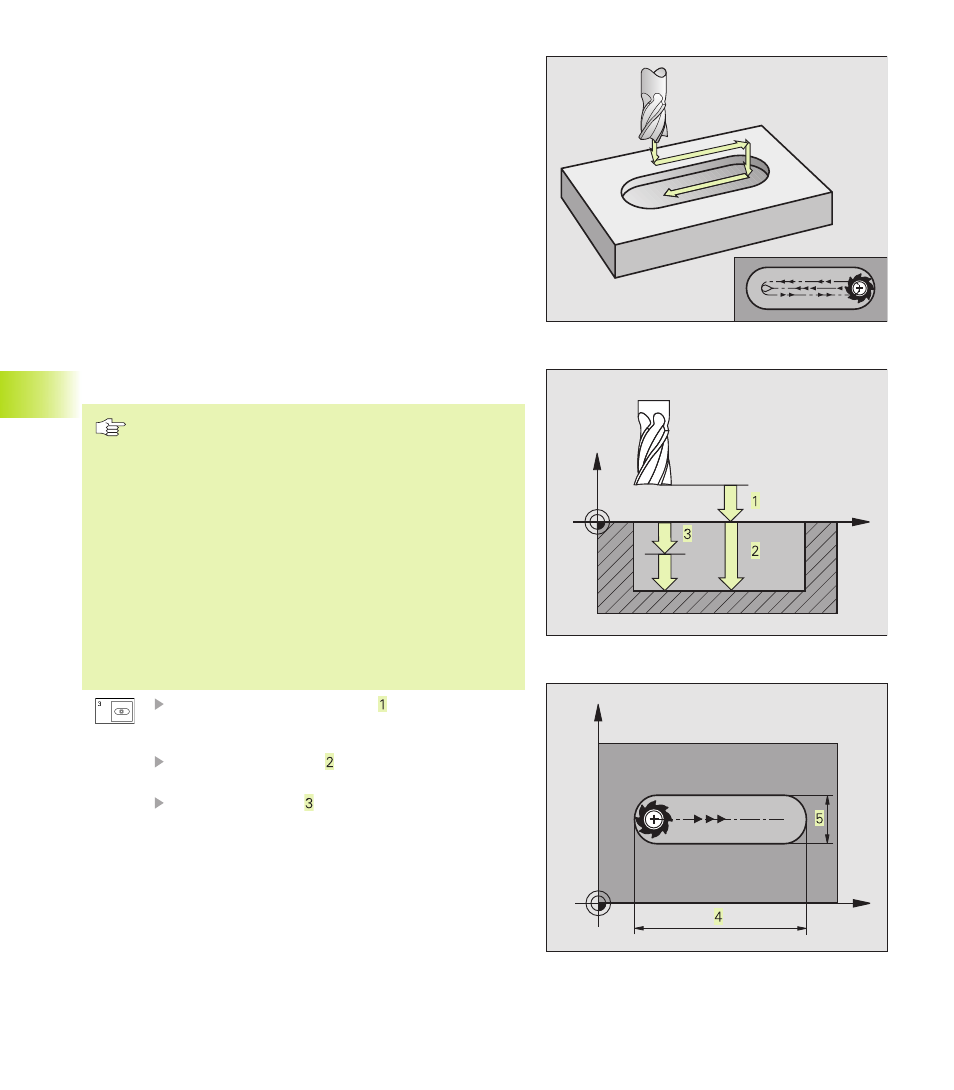
FRÉZOVÁNÍ DRÁŽKY (cyklus 3)
Hrubován
1 Nástroj se zap chne do obrobku před startovac polohou a frézuje
drážku po délce
2 Na konci drážky dojde k PŘÍSUVU NA HLOUBKU a nástroj frézuje
v opačném směru.
Tento proces se opakuje, až je dosaženo HLOUBKY FRÉZOVÁNÍ
Dokončován
3 Na dně frézován najede TNC nástrojem tangenciálně po kruhové
dráze na vnějš obrys; tak je sousledně (při M3) načisto obroben
obrys
4 Potom přejede nástroj rychloposuvem FMAX zpět na BEZPEČNOU
VZDÁLENOST
Při lichém počtu př suvů přejede nástroj v BEZPEČNÉ VÝŠCE do
startovac polohy
Dbejte před programován m
Naprogramovat polohovac blok do bodu startu v rovině
obráběn – střed drážky (2. DÉLKA STRANY) přesazený o
poloměr nástroje v drážce – s KOREKCÍ RADIUSU R0.
Naprogramovat polohovac blok do bodu startu v ose
vřetena (BEZPEČNOSTNÍ VZDÁLENOST nad provrchem
obrobku).
Znaménko parametru HLOUBKA definuje směr obráběn .
Použ t frézu s čeln mi zuby (DIN 844), nebo předvrtat v
bodě startu.
Zvolit průměr frézy ne větš než ŠÍŘKA DRÁŽKY a ne menš
než polovinu ŠÍŘKY DRÁŽKY.
BEZPEČNOSTNÍ VZDÁLENOST (inkrementálně):
vzdálenost mezi špičkou nástroje (startovac poloha)
a povrchem obrobku
HLOUBKA FRÉZOVÁNÍ (inkrementálně): vzdálenost
mezi povrchem obrobku a dnem drážky
HLOUBKA PŘÍSUVU (inkrementálně): rozměr, o
který je nástroj pokaždé přisunut. TNC najede v
jednom kroku na HLOUBKU FRÉZOVÁNÍ, když:
n
HLOUBKA PŘÍSUVU = HLOUBKA FRÉZOVÁNÍ
n
HLOUBKA PŘÍSUVU > HLOUBKA FRÉZOVÁNÍ
8.3 Cykly pr
o frézován kapes, čepů a drážek
X
Z
X
Y