3 cykly pr o frézován kapes, čepů a drážek – HEIDENHAIN TNC 426 (280 462) Uživatelská příručka
Stránka 169
8 Programován : Cykly
156
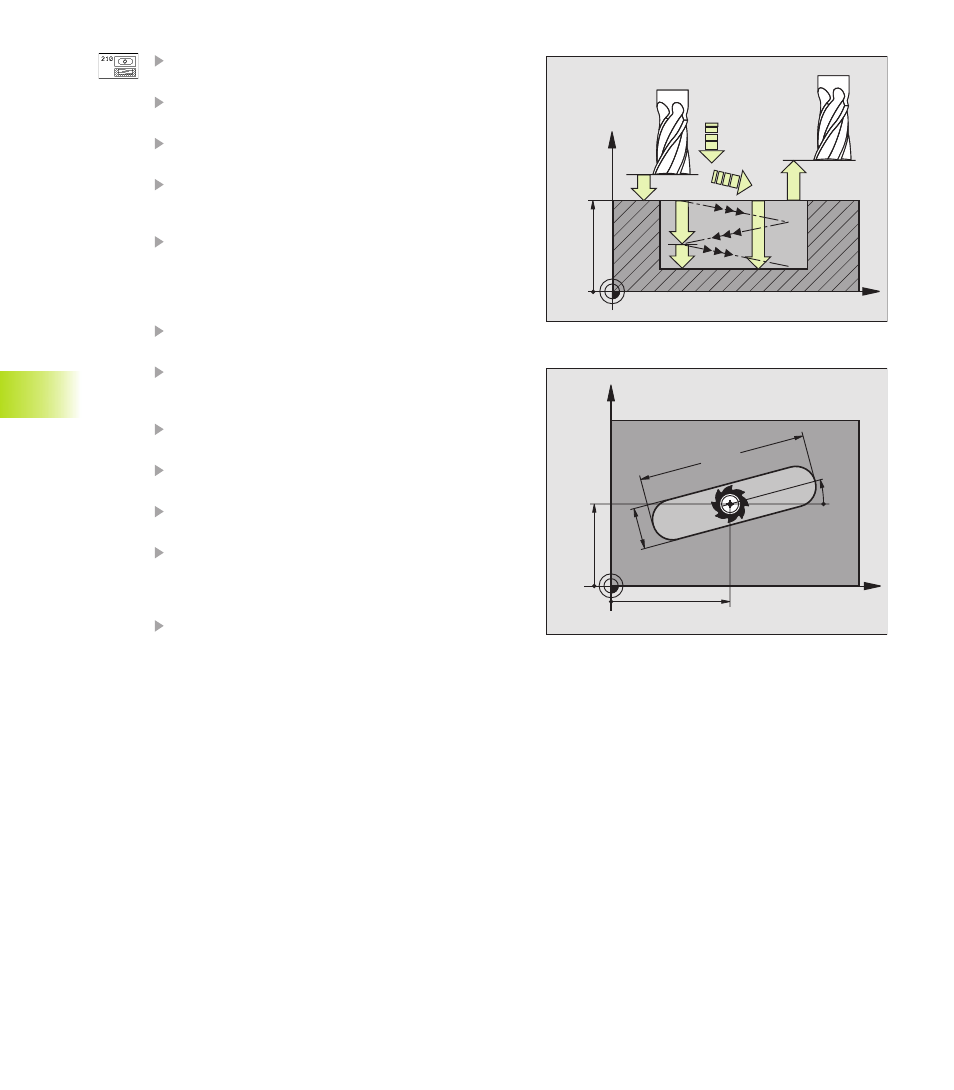
BEZPEČNOSTNÍ VZDÁLENOST Q200 (inkrementálně):
vzdálenost mezi špičkou nástroje a povrchem obrobku
HLOUBKA Q201 (inkrementálně): vzdálenost mezi
povrchem obrobku a dnem drážky
FRÉZOVACÍ POSUV Q207: rychlost pojezdu nástroje při
frézován v mm/min
HLOUBKA PŘÍSUVU Q202 (inkrementálně): rozměr, o
který je při kývavém pohybu v ose nástroje celkem
přisunut nástroj
ROZSAH OBRÁBĚNÍ (0/1/2) Q215: definice rozsahu
obráběn :
0: hrubovat a dokončovat
1: pouze hrubovat
2: pouze dokončovat
SOUŘADNICE POVRCHU Q203 (absolutně): souřadnice
povrchu obrobku
2. BEZPEČ. VZDÁLENOST Q204 (inkrementálně):
souřadnice Z, ve které nemůže doj t k žádné kolizi
mezi nástrojem a obrobkem (úpinkami)
STŘED 1. OSY Q216 (absolutně): střed drážky v hlavn
ose roviny obráběn
STŘED 2. OSY Q217 (absolutně): střed drážky ve
vedlejš ose roviny obráběn
1. DÉLKA STRANY Q218 (hodnota rovnoběžně s hlavn
osou roviny obráběn ): zadat delš stranu drážky
2. DÉLKA STRANY Q219 (hodnota rovnoběžně s vedlejš
osou roviny obráběn ): zadat š řku drážky; je li zadaná
š řka drážky rovna průměru nástroje, pak TNC pouze
hrubuje
ÚHEL NATOČENÍ Q224 (absolutně): úhel, o který je celá
drážka natočena; střed otáčen lež ve středu drážky
8.3 Cykly pr
o frézován kapes, čepů a drážek
X
Z
Q200
Q201
Q207
Q202
Q203
Q204
X
Y
Q219
Q218
Q217
Q216
Q224