10 přklady pr ogramován – HEIDENHAIN TNC 426 (280 462) Uživatelská příručka
Stránka 250
237
HEIDENHAIN TNC 426
10.10 Přklady pr
ogramován
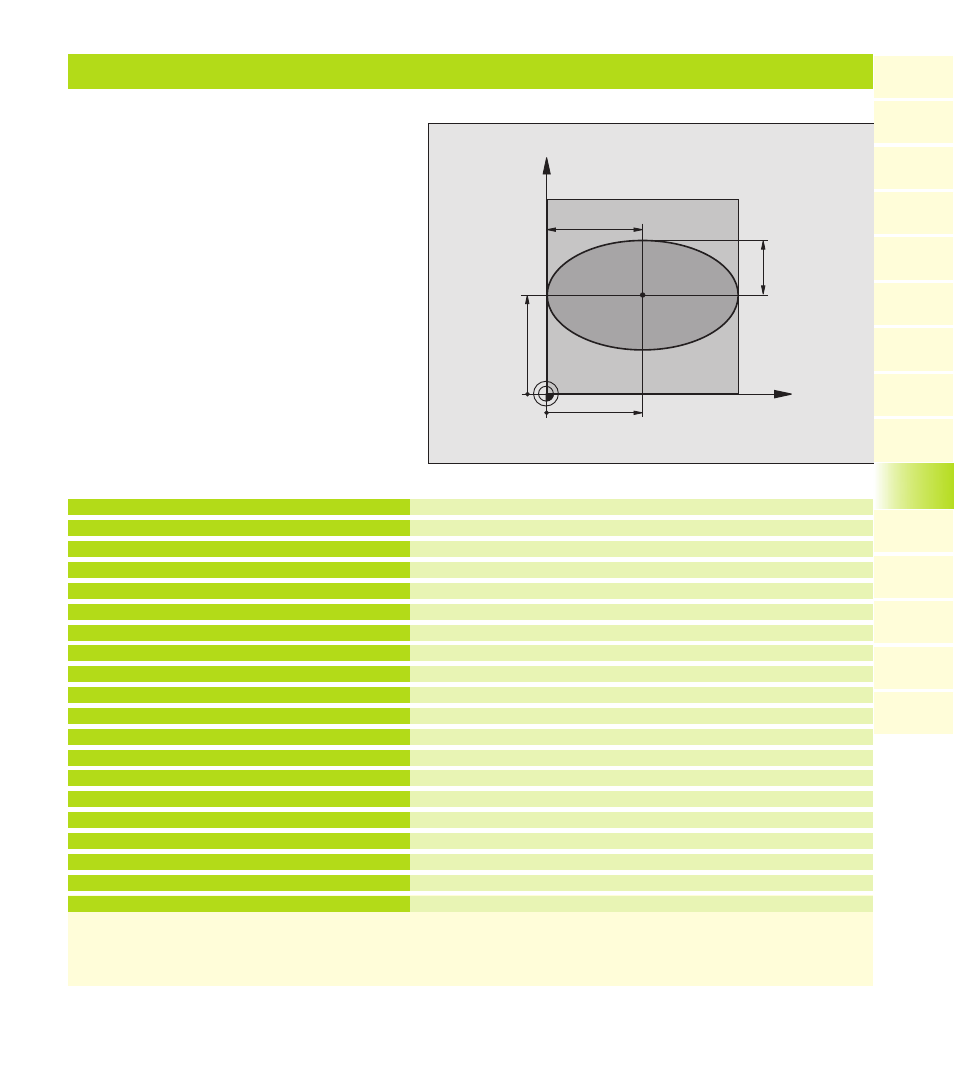
Př klad: Elipsa
Střed osa X
Střed osa Y
Poloosa X
Poloosa Y
Startovac úhel v rovině
Koncový úhel v rovině
Počet kroků výpočtu
Poloha natočen elipsy
Hloubka frézován
Př suv na hloubku
Posuv při frézován
Bezpečná výška pro předpolohován
Definice neobrobeného polotovaru
Definice nástroje
Vyvolán nástroje
Vyjet nástroje v ose Z
Vyvolán obráběn
Vyjet nástroje v ose Z, konec programu
0 BEGIN PGM ELIPSA MM
1 FN 0: Q1 = +50
2 FN 0: Q2 = +50
3 FN 0: Q3 = +50
4 FN 0: Q4 = +30
5 FN 0: Q5 = +0
6 FN 0: Q6 = +360
7 FN 0: Q7 = +40
8 FN 0: Q8 = +0
9 FN 0: Q9 = +10
10 FN 0: Q10 = +100
11 FN 0: Q11 = +350
12 FN 0: Q12 = +2
13 BLK FORM 0.1 Z X+0 Y+0 Z-20
14 BLK FORM 0.2 X+100 Y+100 Z+0
15 TOOL DEF 1 L+0 R+2,5
16 TOOL CALL 1 Z S4000
17 L Z+250 R0 F MAX
18 CALL LBL 10
19 L Z+100 R0 F MAX M2
Průběh programu
n
Obrys elipsy je složen z mnoha malých
př mkových úseků (definovaných parametrem
Q7). Č m v ce je definováno výpočtových bodů,
t m hladš je obrys
n
Směr frézován urč te startovac m a koncovým
úhlem v rovině:
směr obráběn ve smyslu otáčen hodin.ruček:
startovac úhel > koncový úhel
směr obráběn proti smyslu otáčen
hodin.ruček: startovac úhel < koncový úhel
n
Poloměr nástroje nen respektován
X
Y
50
50
30
50