4 cykly pr o vytvoř en rastru bodů – HEIDENHAIN TNC 426 (280 462) Uživatelská příručka
Stránka 176
163
HEIDENHAIN TNC 426
POČET OBRÁBĚNÍ Q241: počet obráběn na roztečné
kružnici
BEZPEČNOSTNÍ VZDÁLENOST Q200 (inkrementálně):
vzdálenost mezi špičkou nástroje a povrchem obrobku;
zadat kladnou hodnotu
SOUŘADNICE POVRCHU Q203 (absolutně): souřadnice
povrchu obrobku
2. BEZPEČNOSTNÍ VZDÁLENOST Q204
(inkrementálně): souřadnice v ose vřetena, na které
nemůže doj t k žádné kolizi mezi nástrojem a obrobkem
(úpinkami); zadat kladnou hodnotu
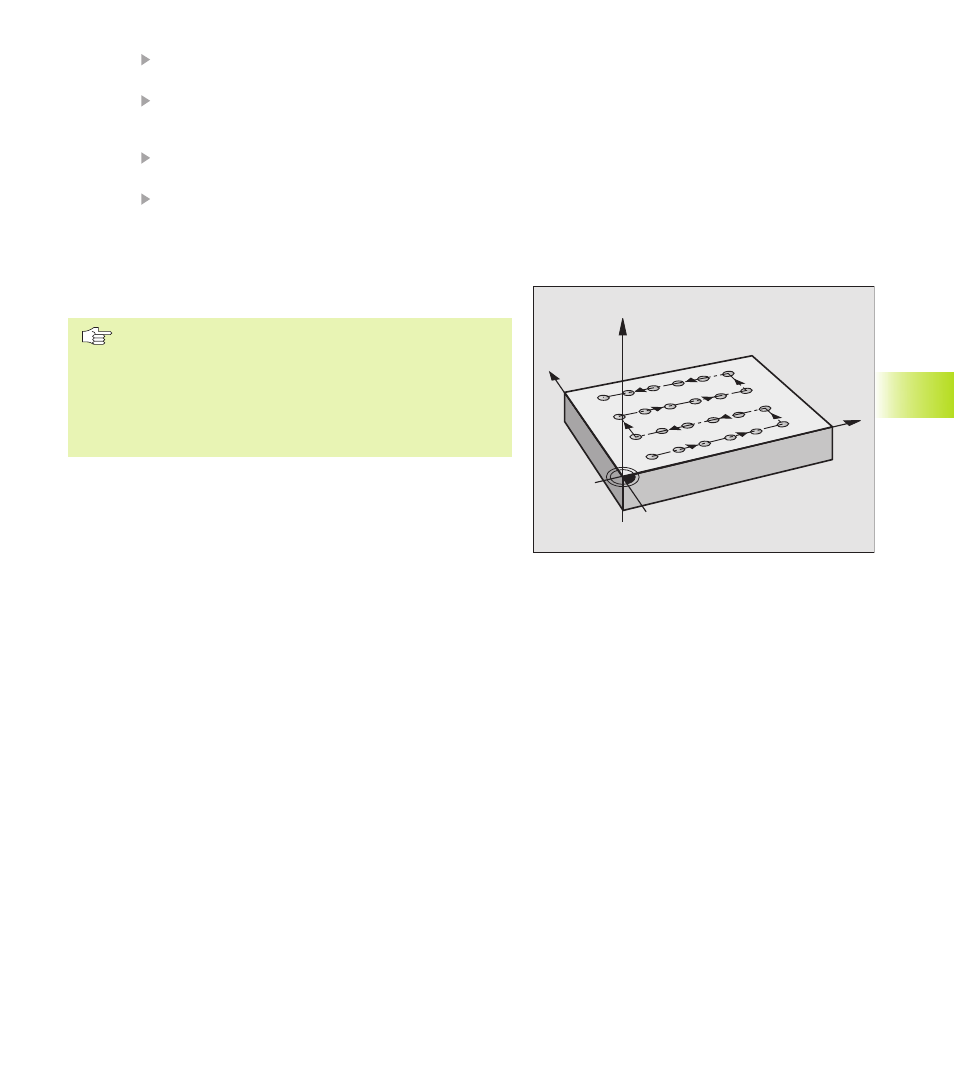
RASTR NA PŘÍMCE (cyklus 221)
Dbejte před programován m
Cyklus 221 je DEF aktivn , to znamená cyklus 221 vyvolává
automaticky naposledy definovaný obráběc cyklus
Pokud zkombinujete obráběc cykly 200 až 215 s cyklem
221, pak jsou účinné BEZPEČNOSTNÍ VZDÁLENOST,
POVRCH OBROBKU a 2. BEZPEČNOSTNÍ VZDÁLENOST
z cyklu 221.
1 TNC napolohuje nástroj z aktuáln polohy do bodu startu prvn ho
obráběn .
Sled:
n
Najet na 2. BEZPEČN. VZDÁLENOST (osa vřetena)
n
Najet bodu startu v rovině obráběn
n
Najet na BEZPEČNOSTNÍ VZDÁLENOST nad povrchem
obrobku (osa vřetena)
2 Od této polohy provede TNC naposledy definovaný obráběc
cyklus
3 Potom polohuje TNC nástroj pohybem po př mce do bodu startu
dalš ho obráběn ; nástroj se přitom nacház na BEZPEČNOSTNÍ
VZDÁLENOSTI (nebo 2. BEZPEČNOSTNÍ VZDÁLENOSTI)
4 Tento proces se opakuje (1 až 3), až jsou provedena všechna
obráběn na prvn m řádku rastru; nástroj se nacház na posledn m
bodě prvn ho řádku
5 Potom přejede TNC nástrojem k posledn mu bodu druhého řádku
a provede tam obráběn
6 Odtud polohuje TNC nástroj v záporném směru hlavn osy na bod
startu dalš ho obráběn
7 Tento proces (5 6) se opakuje, až jsou provedena všechna
obráběn v druhém řádku
8 Poté přejede TNC nástrojem do bodu startu dalš ho řádku
9 V kmitavém pohybu budou provedeny všechny řádky
X
Y
Z
8.4 Cykly pr
o vytvoř
en rastru bodů