5 slcykly – HEIDENHAIN TNC 426 (280 462) Uživatelská příručka
Stránka 187
8 Programován : Cykly
174
DOKONČOVÁNÍ STĚN (cyklus 24)
TNC najede nástrojem po kruhové dráze tangenciálně na d lč
obrys. Každý d lč obrys je odděleně dokončen.
Dbejte před programován m
Součet PŘÍDAVKU NA ČISTO NA STRANU (Q14) a
poloměru dokončovac ho nástroje mus být menš než
součet PŘÍDAVKU NA ČISTO NA STRANU (Q3,cyklus 20)
a poloměru hrubovac ho nástroje.
Pokud obráb te s cyklem 24 aniž jste předt m vyhrubovali
s cyklem 22, plat rovněž výše stanovená podm nka;
poloměr hrubovac ho nástroje má pak hodnotu „0“.
TNC zjist bod startu pro dokončován sám. Bod startu je
závislý od prostorových poměrů v kapse.
OTÁČENÍ ? V HOD.SMYSLU = –1 Q9:
Směr obráběn :
+1:otáčen proti smyslu pohybu hodinových ručiček
–1:otáčen ve smyslu pohybu hodinových ručiček
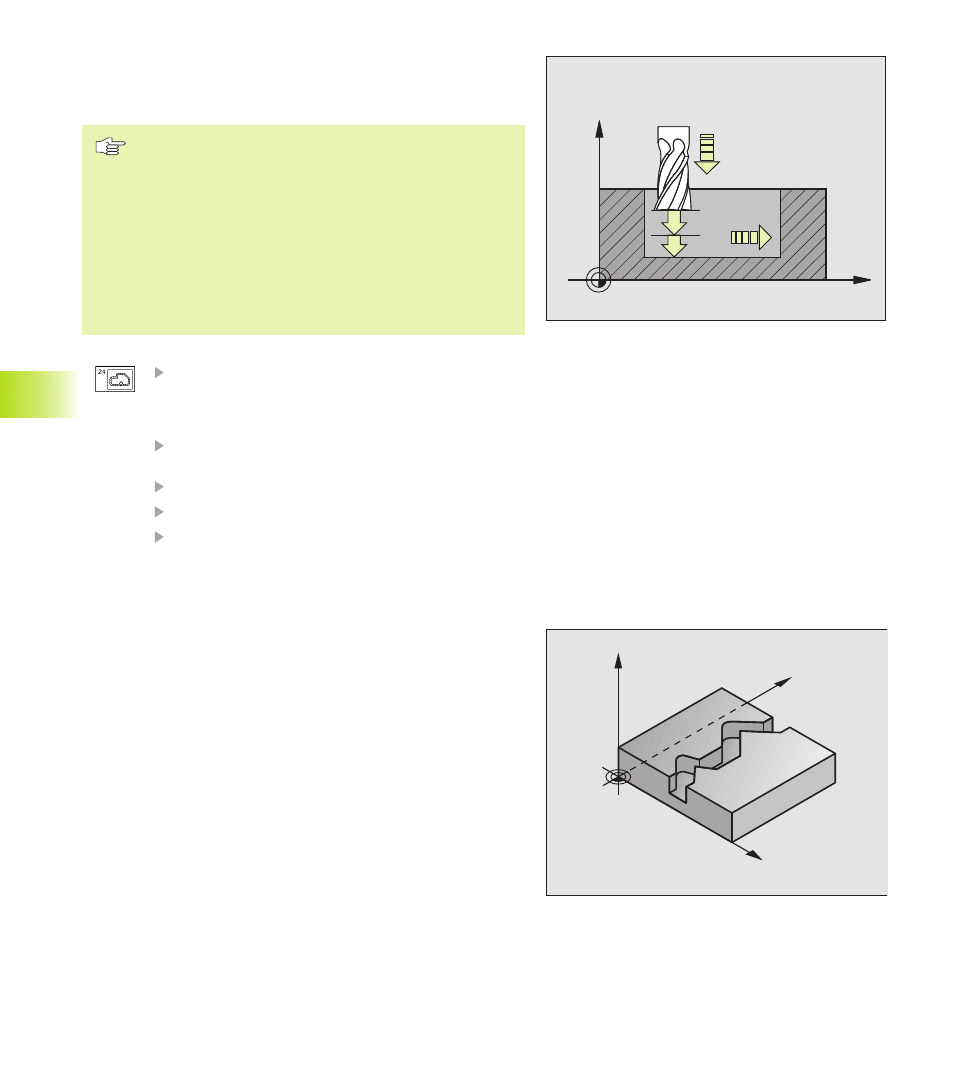
HLOUBKA PŘÍSUVU Q10 (inkrementálně): rozměr, o
který je nástroj pokaždé přisunut
POSUV NA HLOUBKU Q11: posuv při zápichu
POSUV PRO FRÉZOVÁNÍ Q12: posuv při frézován
PŘÍDAVEK NA ČISTO PRO STRANU Q14
(inkrementálně): př davek pro v cenásobné
dokončován ; posledn zbytek na dokončen je
vyhrubován, pokud zadáte Q14 = 0
OTEVŘENÝ OBRYS (cyklus 25)
S t mto cyklem se daj ve spojen s cyklem 14 OBRYS obrábět
„otevřené“ obrysy: začátek a konec obrysu nesplývaj .
Cyklus 25 OTEVŘENÝ OBRYS nab z oproti obráběn otevřeného
obrysu s polohovac mi bloky značné výhody:
n
TNC kontroluje obráběn na podř znut a poškozen obrysu. Obrys
lze zkontrolovat s testovac grafikou
n
Je li poloměr nástroje veliký, pak mus být obrys na vnitřn ch roz ch
př padně následně doobroben
n
Obráběn lze provést sousledně i nesousledně. Způsob frézován
zůstává zachován i při zrcadlen obrysu
n
Při obráběn na několik tř sek může TNC jezdit v řezu tam i zpět:
t m se zkrát čas obráběn
n
Můžete zadat př davek, aby bylo možno na několikrát hrubovat a
obrábět na čisto
Y
X
Z
8.5 SLcykly
X
Z
Q11
Q12
Q10