3 cykly pr o frézován kapes, čepů a drážek – HEIDENHAIN TNC 426 (280 462) Uživatelská příručka
Stránka 161
8 Programován : Cykly
148
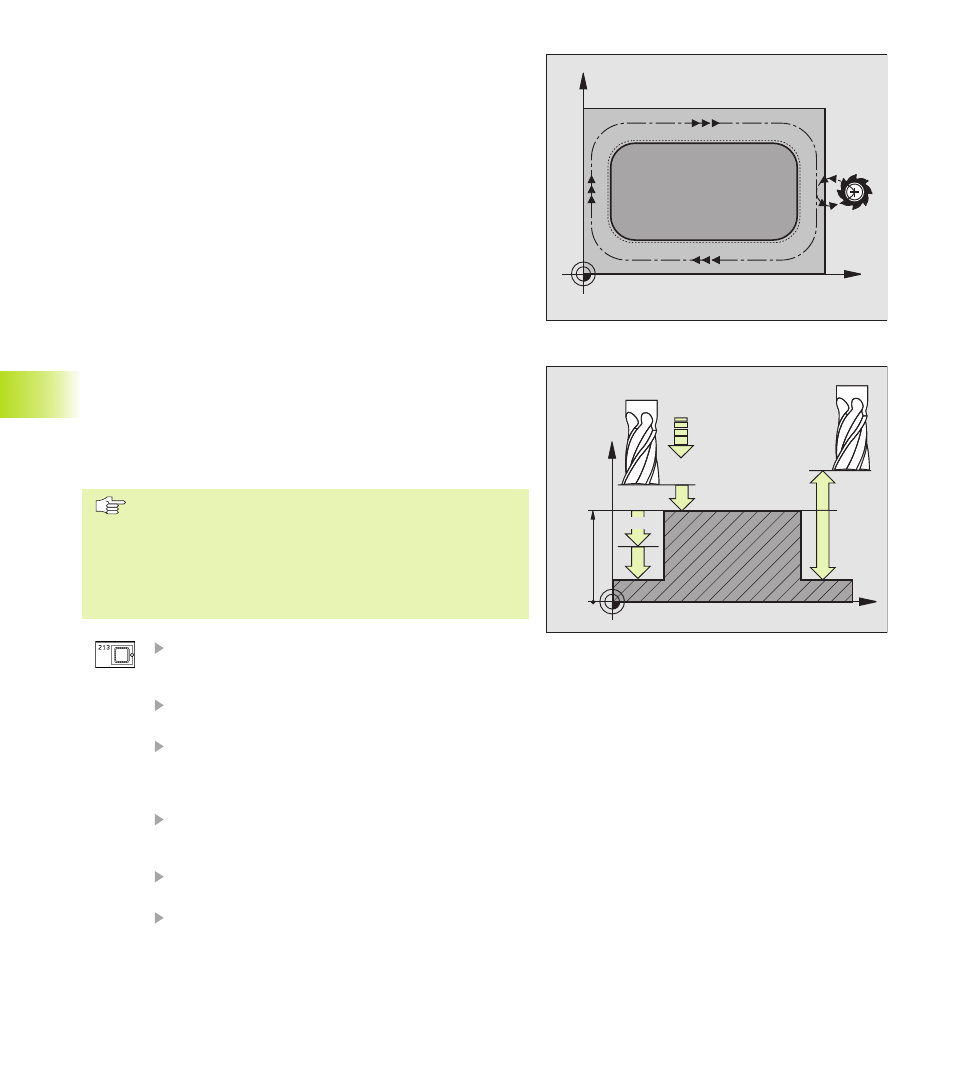
ČEPY NAČISTO (cyklus 213)
1 TNC najede automaticky nástrojem v ose vřetena na
BEZPEČNOSTNÍ VZDÁLENOST, nebo pokud je zadáno na
2. BEZPEČNOSTNÍ VZDÁLENOST a následně do středu čepu
2 Ze středu čepu přej žd nástroj v rovině obráběn do startovac ho
bodu obráběn . TNC respektuje pro výpočet startovac ho bodu
př davek nástroje a poloměr nástroje
3 Jestliže se nástroj nacház na 2. BEZPEČNOSTNÍ VZDÁLENOSTI,
přejede TNC nástrojem rychloposuvem FMAX na BEZPEČNOSTNÍ
VZDÁLENOST a odtud s POSUVEM NA HLOUBKU na prvn
HLOUBKU PŘÍSUVU
4 Potom přej žd nástroj tangenciálně na obrys dokončované
součásti a frézuje sousledně jeden oběh
5 Pak najede nástroj tangenciálně z obrysu zpět do startovac ho
bodu v rovině obráběn
6 Tento postup (2 až 5) se opakuje, až je dosaženo HLOUBKY
7 Na konci cyklu vyjede TNC nástrojem rychloposuvem na
BEZPEČNOSTNÍ VZDÁLENOST nebo pokud je zadáno na 2.
BEZPEČNOSTNÍ VZDÁLENOST a nakonec do středu
čepu(koncová poloha = startovac poloha)
Dbejte před programován m
Znaménko parametru HLOUBKA definuje směr
obráběn .
Pokud chcete hned napoprvé dokončit čep, pak
použijte frézu s čeln mi zuby (DIN 844) a zadejte malý
POSUV NA HLOUBKU.
BEZPEČNOSTNÍ VZDÁLENOST Q200
(inkrementálně): vzdálenost mezi špičkou nástroje a
povrchem obrobku
HLOUBKA Q201 (inkrementálně): vzdálenost mezi
povrchem obrobku a dnem čepu
POSUV NA HLOUBKU Q206: rychlost pojezdu nástroje
při najet na HLOUBKU v mm/min. Pokud zapichujete
do materiálu, pak zadat malou hodnotu; pokud již byl
kapsa vyhrubovaná, pak zadat větš posuv
HLOUBKA PŘÍSUVU Q202 (inkrementálně): rozměr, o
který je nástroj pokaždé přisunut; zadat hodnotu větš
než 0
POSUV FRÉZOVÁNÍ Q207: pojezdová rychlost nástroje
při frézován v mm/min
SOUŘADNICE POVRCHU DÍLCE Q203 (absolutně):
souřadnice povrchu obrobku
X
Y
X
Z
Q200
Q201
Q206
Q203
Q204
Q202
8.3 Cykly pr
o frézován kapes, čepů a drážek