10 přklady pr ogramován – HEIDENHAIN TNC 426 (280 462) Uživatelská příručka
Stránka 252
239
HEIDENHAIN TNC 426
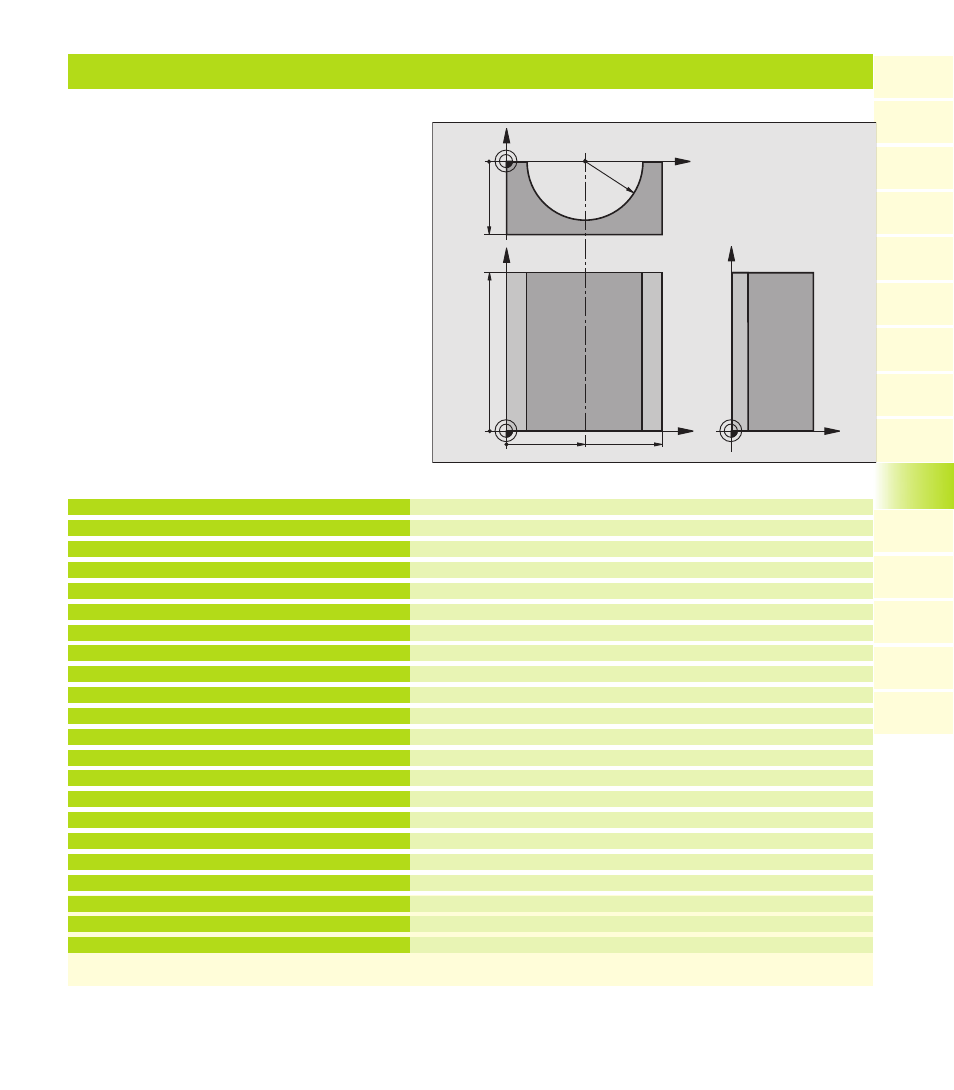
Př klad: Válec vydutý s kulovou frézou
Střed osa X
Střed osa Y
Střed osa Z
Startovac úhel v prostoru (rovina Z/X)
Koncový úhel v prostoru (rovina Z/X)
Poloměr válce
Délka válce
Otočen v rovině X/Y
Př davek na poloměr válce
Posuv při př suvu na hloubku
Posuv při frézován
Počet řezů
Definice neobrobeného polotovaru
Definice nástroje
Vyvolán nástroje
Vyjet nástrojem
Vyvolán obráběn
Zrušen př davku
Vyvolán obráběn
Vyjet nástrojem, konec programu
0 BEGIN PGM VALEC MM
1 FN 0: Q1 = +50
2 FN 0: Q2 = +0
3 FN 0: Q3 = +0
4 FN 0: Q4 = +90
5 FN 0: Q5 = +270
6 FN 0: Q6 = +40
7 FN 0: Q7 = +100
8 FN 0: Q8 = +0
9 FN 0: Q10 = +5
10 FN 0: Q11 = +250
11 FN 0: Q12 = +400
12 FN 0: Q13 = +90
13 BLK FORM 0.1 Z X+0 Y+0 Z-50
14 BLK FORM 0.2 X+100 Y+100 Z+0
15 TOOL DEF 1 L+0 R+3
16 TOOL CALL 1 Z S1500
17 L Z+250 R0 F MAX
18 CALL LBL 10
19 FN 0: Q10 = +0
20 CALL LBL 10
21 L Z+100 R0 F MAX M2
Průběh programu
n
Program funguje pouze s kulovou frézou
n
Obrys válce je složen z mnoha malých př mkových
úseků (definovaných parametrem Q13). Č m v ce
řezů je definováno, t m je obrys hladš
n
Válec se frézuje řezy po délce (zde: rovnoběžně s
osou Y)
n
Směr frézován urč te pomoc startovac ho a
koncového úhlu v prostoru:
Obráběn ve smyslu pohybu hodin.ručiček:
startovac úhel > koncový úhel
Obráběn proti smyslu pohybu hodin.ručiček:
startovac úhel < koncový úhel
n
Poloměr nástroje je automaticky korigován
10.10 Přklady pr
ogramován
X
Y
50
100
100
Z
Y
X
Z
-50
R40