HEIDENHAIN TNC 426 (280 462) Uživatelská příručka
Stránka 274
261
HEIDENHAIN TNC 426
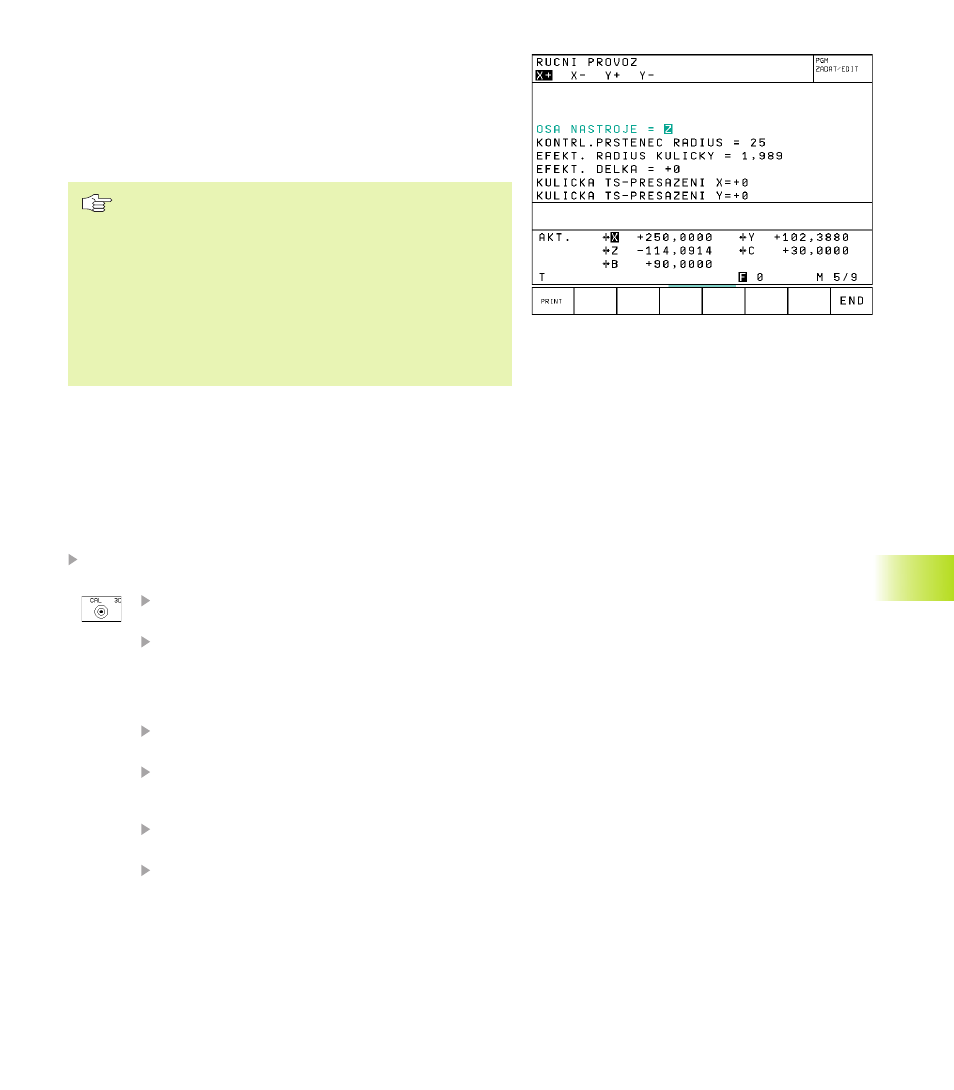
Zobrazen kalibračn ch hodnot
TNC si zapamatovává efektivn délku, efektivn poloměr a velikost
přesazen středu dotykové sondy a respektuje tyto hodnoty při
pozdějš m použit 3D dotykové sondy. K zobrazen zapamatovaných
hodnot, stiskněte CAL L a CAL R.
Kalibrace měřic dotykové sondy
Pokud zobraz TNC chybové hlášen DOTYKOVÝ PALEC V
KONTAKTU, pak zvolte menu ke 3D kalibraci a tam
stiskněte softklávesu RESET 3D.
Měřic dotykovou sondu je nutno při každé změně
strojn ch parametrů dotykové sondy znovu zkalibrovat.
Kalibrace efektivn délky se děje stejně jako u sp nac
dotykové sondy. Nav c se zadává poloměr nástroje R2
(rohový radius) .
S MP6321 definujete, zda má TNC kalibrovat měřic
dotykovou sondu s nebo bez přeloženého měřen .
S 3D kalibračn m cyklem pro měřic dotykovou sondu změř te
normálový kroužek plně automaticky. (Normálový kroužek z skáte
od firmy HEIDENHAIN). Normálový kroužek upevněte úpinkami ke
stolu stroje.
TNC vypočte z naměřených hodnot z skaných během kalibrace
konstanty pružnosti dotykové sondy, prohnut dotykového hrotu a
přesazen středu dotykového hrotu. Tyto hodnoty uvede TNC
automaticky na konci procesu kalibrace v zadávac m menu.
Předpolohovat dotykovou sondu v RUČNÍM PROVOZU přibližně
do středu normálového kroužku a natočit na 180°.
Zvolit 3D kalibračn cyklus: stisknout softklávesu 3D
CAL
Zadat RADIUS DOTYKU 1 a RADIUS DOTYKU 2. Zadat
radius dotyku 2 rovný radiusu dotyku 1, pokud použijete
kulový dotykový hrot. Zadat radius dotyku 2 různý od
radiusu dotyku 1, pokud použijete dotykový hrot s
rohovým radiusem
PRŮMĚR STŘEDICÍHO PRSTENCE: průměr je
vygrav rován na normálovém kroužku
Odstartovat proces kalibrace: stisknout extern tlač tko
START: dotyková sonda proměř normálový kroužek
podle pevně naprogramovaného algoritmu
Ručně natočit dotykovou sondu na 0 stupňů, jakmile k
tomu TNC vyzve
Odstartovat kalibračn proces ke zjištěn přesazen
středu dotykového hrotu: stisknout extern tlač tko
START. Dotyková sonda proměř normálový kroužek
ještě jednou podle pevně naprogramovaného algoritmu
12.1 Snmac cykly v r
ežimech RUČNÍ PROVOZ a RUČNÍ K
OLEČK
O