6 cykly pr o řádkován – HEIDENHAIN TNC 426 (280 462) Uživatelská příručka
Stránka 201
8 Programován : Cykly
188
Dbejte před programován m
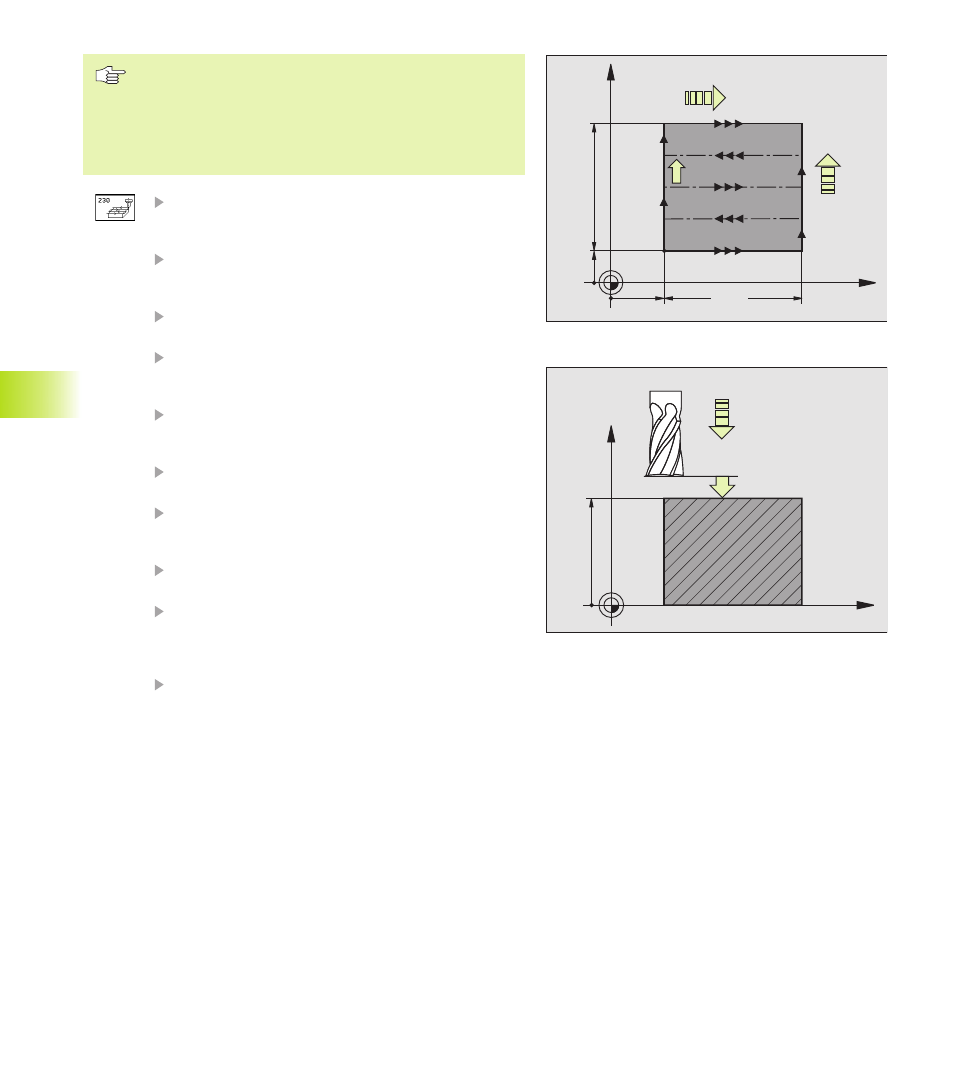
TNC polohuje nástroj z aktuáln pozice nejprve v rovině
obráběn a potom v ose vřetena do bodu startu 1.
Nástroj předpolohovat tak, aby nemohlo doj t ke kolizi s
obrobkem nebo úpinkami.
START BOD V 1. OSE Q225 (absolutně): souřadnice
MIN bodu řádkované plochy v hlavn ose roviny
obráběn
START BOD V 2. OSE Q226 (absolutně): souřadnice
MIN bodu řádkované plochy ve vedlejš ose roviny
obráběn
START BOD V 3. OSE Q227 (absolutně): výška v ose
vřetena, na kterou je řádkováno
1. DÉLKA STRANY Q218 (inkrementálně): délka
řádkované plochy v hlavn ose roviny obráběn , vztažená
k START BODU 1. OSY
2. DÉLKA STRANY Q219 (inkrementálně): délka
řádkované plochy ve vedlejš ose roviny obráběn ,
vztažená k START BODU 2. OSY
POČET ŘEZŮ Q240: počet řádků, na kterých má TNC
přej ždět po š řce nástrojem
POSUV NA HLOUBKU Q206:rychlost pojezdu nástroje
při přejet z BEZPEČNOSTNÍ VZDÁLENOSTI na hloubku
frézován v mm/min
FRÉZOVACÍ POSUV Q207: rychlost pojezdu nástroje při
frézován v mm/min
PŘÍČNÝ POSUV Q209: rychlost pojezdu nástroje na dalš
řádek v mm/min; pokud přej žd te př čně v materiálu,
pak zadejte Q9 menš než Q8; pokud přej žd te ve volném
prostoru, pak sm být Q9 větš jak Q8
BEZPEČNOSTNÍ VZDÁLENOST Q200 (inkrementálně):
vzdálenost mezi špičkou nástroje a hloubkou frézován
pro polohován na začátku a na konci cyklu
8.6 Cykly pr
o řádkován
X
Z
Q200
Q227
Q206
X
Y
Q226
Q225
Q219
Q218
Q207
Q209
N = Q240