2 základy k dráhovým funkcm – HEIDENHAIN TNC 426 (280 462) Uživatelská příručka
Stránka 91
78
6 Programován : Programován obrysů
Zadán v ce jak tř souřadnic
TNC může současně ř dit až 5 os. Při obráběn s 5 osami se např klad
pohybuj současně 3 lineárn a 2 rotačn osy.
Program pro takovéto obráběn zpravidla generuj CAD systémy a
nemůže být vytvořen př mo na stroji.
Př klad:
L X+20 Y+10 Z+2 A+15 C+6 R0 F100 M3
Pohyb v ce jak 3 os nen na TNC graficky podporován.
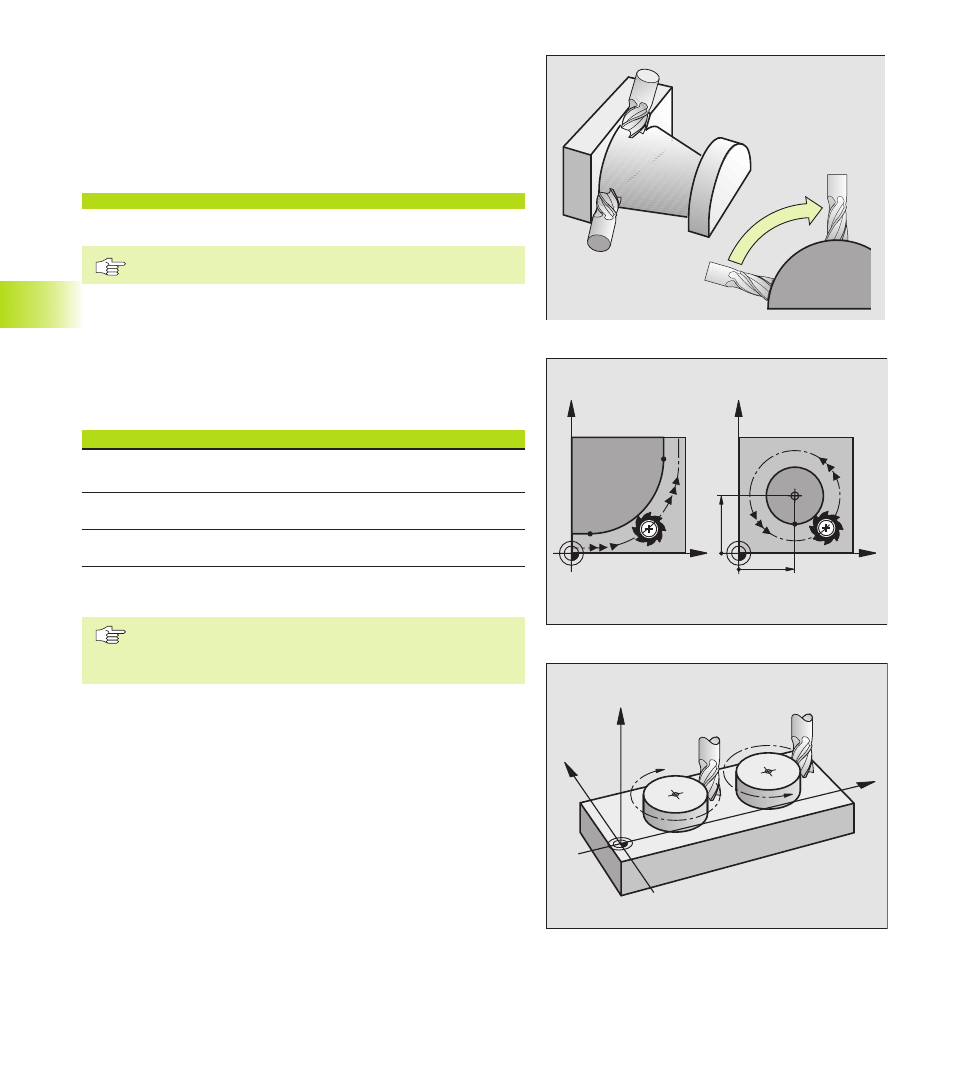
Kružnice a kruhové oblouky
U kruhových pohybů poj žd TNC dvěma strojn mi osami současně:
nástroj se pohybuje relativně k obrobku po kruhové dráze. Pro
kruhové pohyby můžete zadat střed kruhu CC.
S dráhovými funkcemi pro kruhové oblouky programujete kružnice
v hlavn ch rovinách: hlavn rovina je definována při vyvolán nástroje
TOOL CALL s definovanou osou vřetena:
Osa vřetena
Hlavn rovina
Z
XY, též
UV, XV, UY
Y
ZX, též
WU, ZU, WX
X
YZ, též
VW, YW, VZ
Kružnice, které nelež rovnoběžně s hlavn rovinou ,
programujte s funkc „natočen roviny obráběn “ (viz
strana 120) nebo s Q parametry (viz kapitola 10).
Smysl otáčen DR u kruhových pohybů
Pro kruhové pohyby bez tangenciáln ho přechodu na jiný prvek
obrysu zadejte smysl DR:
otáčen ve smyslu pohybu hodinových ruček: DR–
otáčen proti smyslu pohybu hodinových ruček: DR+
Korekce poloměru nástroje
Korekce poloměru nástroje mus být zadána před blokem se
souřadnicemi pro prvn prvek obrysu. Korekce poloměru nástroje
nesm zač nat v bloku pro kruhovou dráhu. Programujte ji dř ve v
př mkovém bloku nebo v bloku pro najet na obrys (blok APPR)
Blok APPR a př mkový blok viz „6.3 Najet a opuštěn obrysu“ a
„6.4 Dráhové pohyby – pravoúhlé souřadnice“.
X
Y
X
Y
CC
X
CC
Y
CC
CC
CC
DR–
DR+
X
Z
Y
6.2 Základy k dráhovým funkcm