2 vrtac cykly – HEIDENHAIN TNC 426 (280 462) Uživatelská příručka
Stránka 153
8 Programován : Cykly
140
ŘEZÁNÍ ZÁVITU bez vyrovnávac hlavy GS
(cyklus 17)
Stroj a TNC mus být od výrobce stroje připraveny pro
řezán závitu bez vyrovnávac hlavy.
TNC řeže závity bez vyrovnávac hlavy bu na jeden nebo na v ce
pracovn ch kroků.
Výhody oproti cyklu řezán závitu s vyrovnávac hlavou:
n
vyšš rychlost obráběn
n
opakovatelnost stejného závitu, nebo se vřeteno nasměruje při
vyvolán cyklu na polohu 0° (závis na nastaven strojn ho parametru)
n
větš rozsah pojezdu v ose vřetena, protože odpadá vyrovnávac
hlava
Dbejte před programován m
Naprogramovat polohovac blok do startovac ho bodu
(střed d ry) v rovině obráběn s korekc poloměru nástroje
R0.
Naprogramovat polohovac blok do startovac ho bodu v
ose vřetena (BEZPEČNOSTNÍ VZDÁLENOST nad
povrchem obrobku).
Znaménko parametru cyklu HLOUBKA definuje směr
obráběn .
TNC vypočte posuv v závislosti na otáčkách. Pokud otáč te
během řezán závitu otočným potenciometrem pro
override otáček vřetena, přizpůsob TNC automaticky
velikost posuvu.
Otočný potenciometr pro ovveride posuvu nen funkčn .
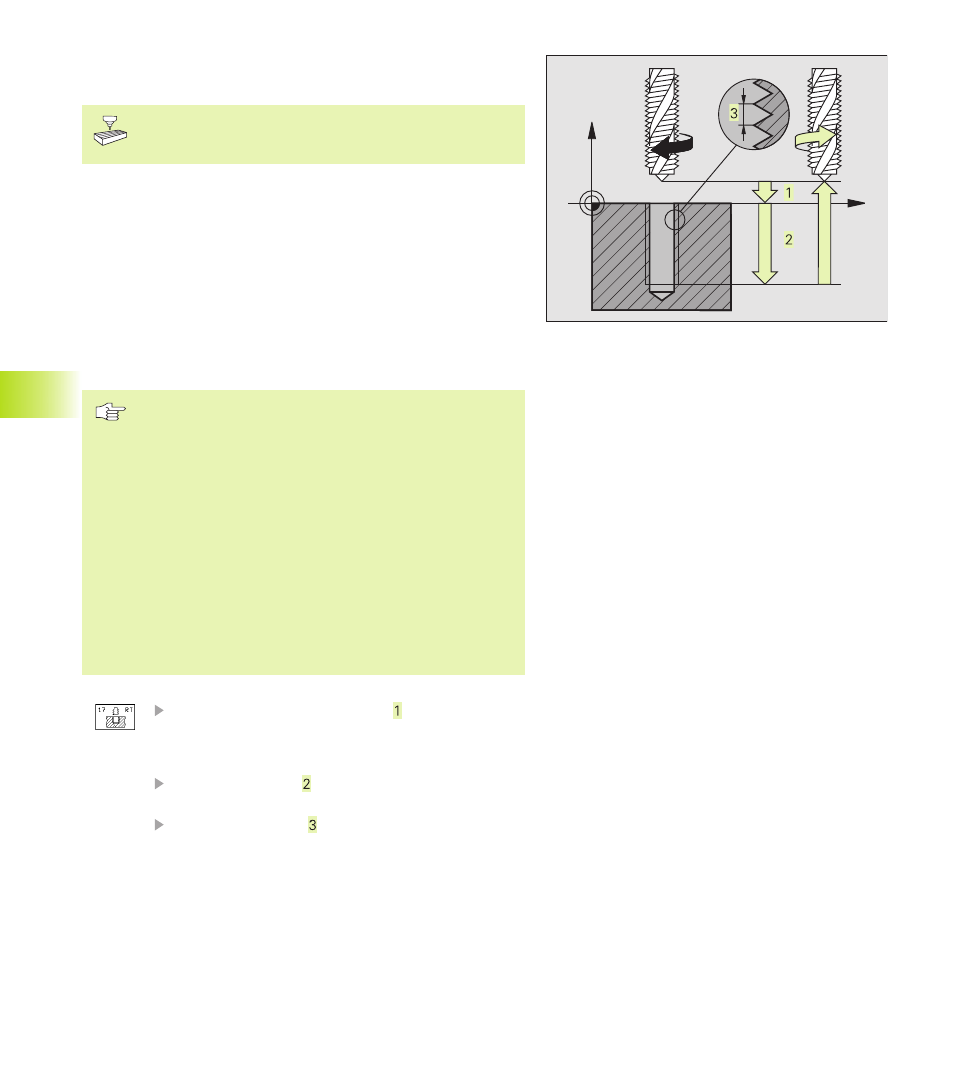
BEZPEČNOSTNÍ VZDÁLENOST (inkrementálně):
vzdálenost mezi špičkou nástroje (startovac poloha) a
povrchem obrobku; správná hodnota: 4x stoupán
závitu
HLOUBKA VRTÁNÍ
(délka závitu, inkrementálně):
vzdálenost mezi povrchem obrobku a koncem závitu
STOUPÁNÍ ZÁVITU
:stoupán závitu. Znaménko
definuje pravochodý a levochodý závit:
+ = pravochodý závit
– = levochodý závit
Vyjet nástrojem při přerušen programu
Pokud během řezán závitu stisknete extern tlač tko STOP, zobraz
TNC softklávesu MANUAL OPERATION. Pokud stisknete sotklávesu
MANUAL OPERATION, můžete ř zeně vyjet s nástrojem. K tomu
stiskněte tlač tko kladného osového směru aktivn osy vřetena.
8.2 Vrtac cykly
X
Z