5 slcykly – HEIDENHAIN TNC 426 (280 462) Uživatelská příručka
Stránka 185
8 Programován : Cykly
172
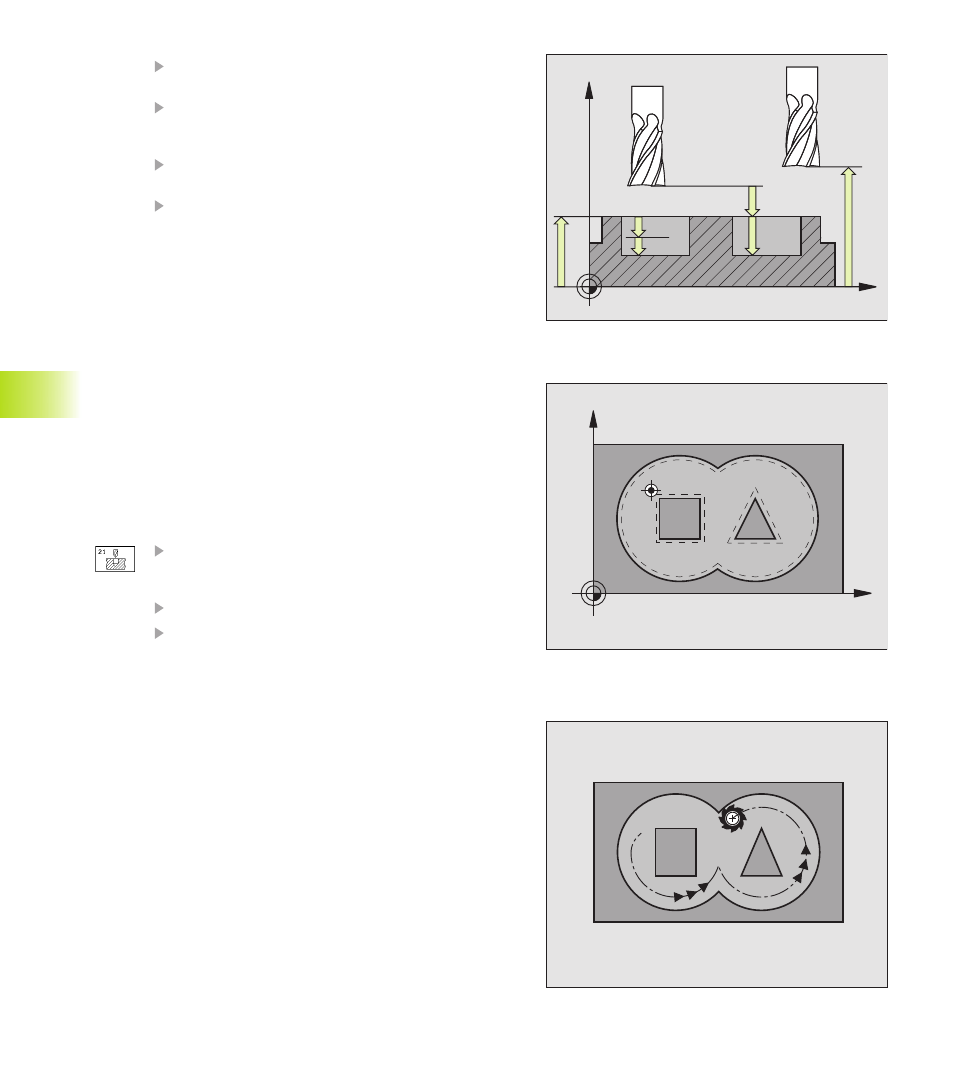
BEZPEČNOSTNÍ VZDÁLENOST Q6 (inkrementálně):
vzdálenost mezi čelem nástroje a povrchem obrobku
BEZPEČNÁ VÝŠKA Q7 (absolutně): absolutn výška, ve
které nemůže doj t k žádné kolizi s obrobkem (pro
mezipolohován a návrat na konci cyklu)
VNITŘNÍ RADIUS ZAOBLENÍ Q8: poloměr zaoblen na
vnitřn ch „roz ch“
OTÁČENÍ ? V HOD.SMYSLU = 1 Q9: směr obráběn pro
kapsy
n
ve smyslu pohybu hodin.ruček (Q9 = 1 nesousledně
pro kapsu a ostrůvek)
n
proti smyslu pohybu hodin.ruček (Q9 = +1 sousledně
pro kapsu a ostrůvek)
Parametry obráběn můžete kontrolovat a př padně přepisovat při
přerušen programu.
PŘEDVRTÁNÍ (cyklus 21)
Průběh cyklu
Jako cyklus 1 HLUBOKÉ VRTÁNÍ (viz strana 133).
Použit
Cyklus 21 PŘEDVRTÁNÍ respektuje pro bod zápichu PŘÍDAVEK NA
ČISTO PRO STRANU a PŘÍDAVEK NA ČISTO PRO DNO, jakož i
poloměr hrubovac ho nástroje. Body zápichu jsou současně body
startu pro hrubován .
HLOUBKA PŘÍSUVU Q10 (inkrementálně): rozměr, o
který je nástroj pokaždé přisunut (znaménko při
záporném směru obráběn „–“)
POSUV NA HLOUBKU Q11: posuv při vrtán v mm/min
HRUBOVACÍ NÁSTROJ ČÍSLO Q13: č slo nástroje
hrubovac ho nástroje
HRUBOVÁNÍ (cyklus 22)
1 TNC napolohuje nástroj nad bod zápichu; přitom je respektován
PŘÍDAVEK NA ČISTO PRO STRANU
2 V prvn HLOUBCE PŘÍSUVU frézuje nástroj s POSUVEM PRO
FRÉZOVÁNÍ Q12 obrys z vnitřku směrem ven
3 Přitom jsou ofrézovány obrysy ostrůvku (zde: C/D) s přibl žen m k
obrysu kapsy (zde: A/B)
4 Potom dokonč TNC obrys kapsy a vyjede nástrojem zpět na
BEZPEČNOU VÝŠKU
X
Z
Q6
Q7
Q1
Q10
Q5
8.5 SLcykly
C
D
A
B
X
Y