2 vrtac cykly – HEIDENHAIN TNC 426 (280 462) Uživatelská příručka
Stránka 146
133
HEIDENHAIN TNC 426
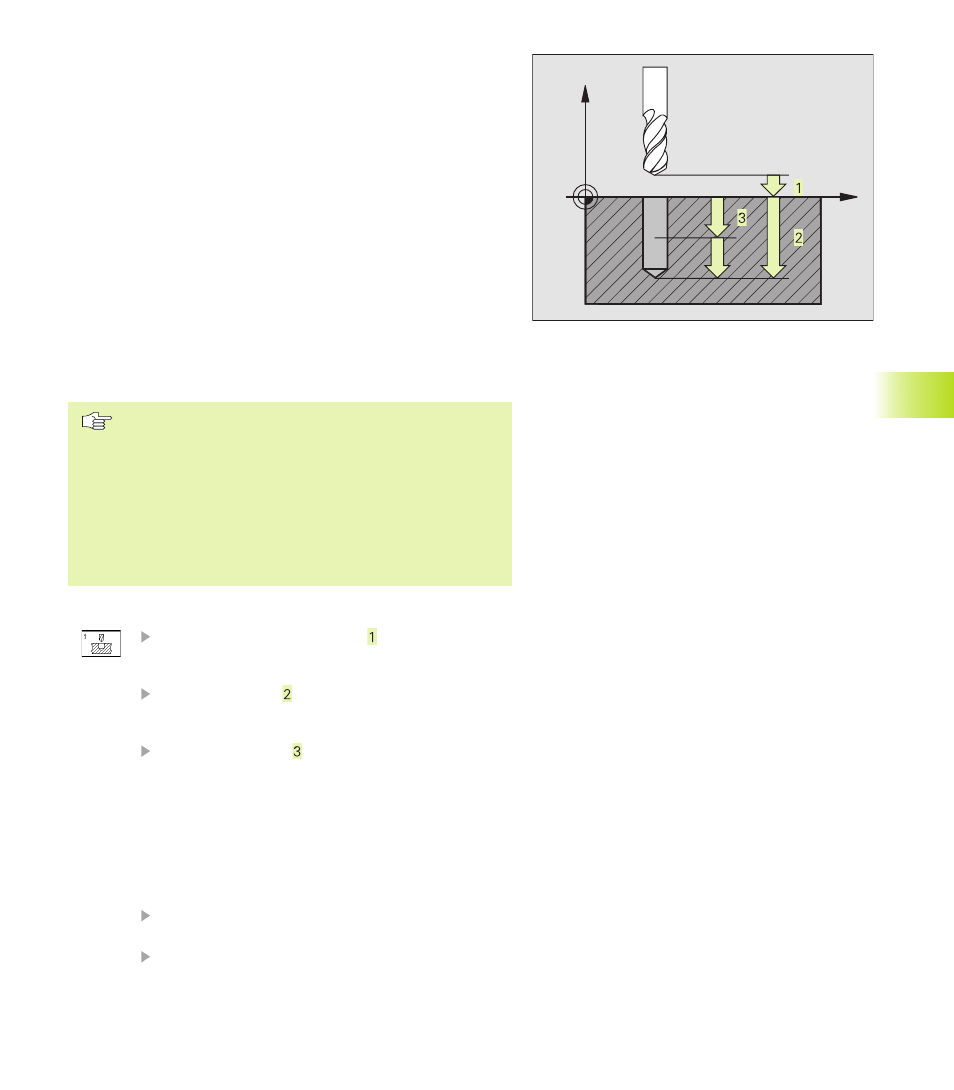
HLUBOKÉ VRTÁNÍ (cyklus 1)
1 Nástroj vrtá se zadaným POSUVEM F z aktuáln polohy až na prvn
HLOUBKU PŘÍSUVU
2 Pak přejede TNC nástrojem rychloposuvem FMAX zpět a opět až
na prvn HLOUBKU PŘÍSUVU, sn ženou o př držnou vzdálenost t.
3
Ř dic systém zjist sám př držnou vzdálenost:
n
hloubka vrtán do 30 mm: t = 0,6 mm
n
hloubka vrtán nad 30 mm: t = hloubka vrtán /50
maximáln př držná vzdálenost: 7 mm
4 Potom vrtá nástroj se zadaným POSUVEM F na dalš HLOUBKU
PŘÍSUVU
5 TNC opakuje tento tento postup (1 až 4), až je dosažena HLOUBKA
VRTÁNÍ
6 Na dně d ry odjede TNC nástrojem po ČASOVÉ PRODLEVĚ pro
odstraněn tř sky rychlost FMAX zpět do startovac polohy
Před programován m dbejte
Naprogramovat polohovac blok do startovac ho bodu
(střed d ry) v rovině obráběn s korekc poloměru nástroje
R0.
Naprogramovat polohovac blok do startovac ho bodu v
ose nástroje (BEZPEČNOSTNÍ VZDÁLENOST nad
povrchem obrobku).
Znaménko parametru cyklu hloubka definuje směr
obráběn .
BEZPEČNOSTNÍ VZDÁLENOST (inkrementálně):
vzdálenost mezi špičkou nástroje (startovac poloha)
a povrchem obrobku
HLOUBKA VRTÁNÍ (inkrementálně): vzdálenost
mezi povrchem obrobku a dnem d ry (špička kuželu
d ry)
HLOUBKA PŘÍSUVU (inkrementálně): rozměr, o
který je nástroj vždy přisunut. TNC najede na
HLOUBKU v jednom pracovn m kroku, pokud:
n
HLOUBKA PŘÍSUVU a HLOUBKA VRTÁNÍ jsou
stejné
n
HLOUBKA PŘÍSUVU je větš než HLOUBKA VRTÁNÍ
HLOUBKA VRTÁNÍ nemus být násobkem HLOUBKY
PŘÍSUVU
ČASOVÁ PRODLEVA V SEKUNDÁCH: čas, po který
nástroj setrvá na dně d ry, kvůli odstraněn tř sky
POSUV F: pojezdová rychlost nástroje při vrtán v
mm/min
8.2 Vrtac cykly
X
Z