5 slcykly – HEIDENHAIN TNC 426 (280 462) Uživatelská příručka
Stránka 189
8 Programován : Cykly
176
Podprogram obsahuje souřadnice v úhlové ose (např. ose C) a v ose,
která je s n souběžná (např. osa vřetena). Jako dráhové funkce jsou
k dispozici L, CHF, CR, RND.
Údaje v úhlové ose mohou být zadány bu ve stupn ch nebo v mm
(Inch) (určeno v definici cyklu).
Dbejte před programován m
Pamě pro SL cyklus je omezena. V jednom SL cyklu
můžete naprogramovat např. maximálně 128 př mkových
bloků.
Znaménko parametru HLOUBKA definuje směr obráběn .
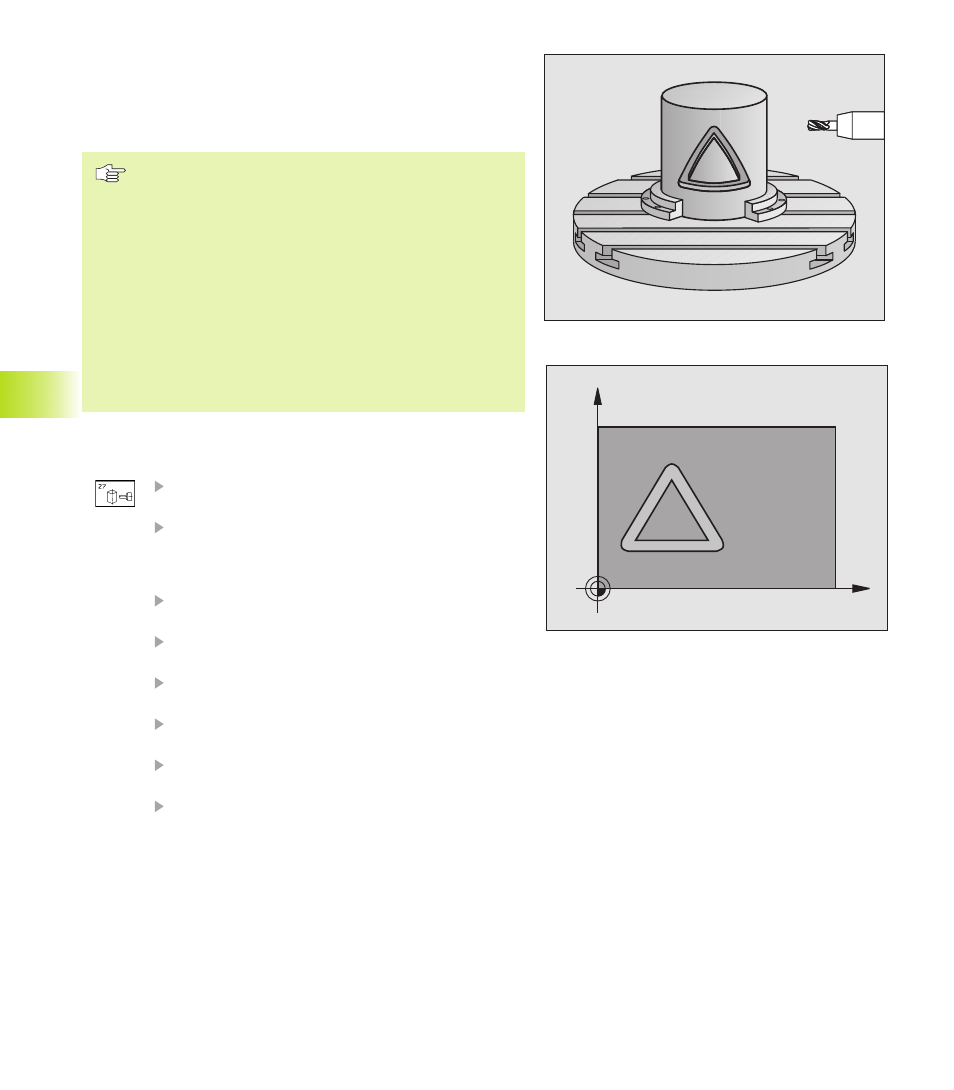
Použ vat frézu s čeln mi zuby (DIN 844).
Válec mus být na stole upnut vystředěně.
Osa vřetena mus směřovat kolmo k ose rotačn ho stolu.
Pokud to nen splněno, pak vyp še TNC chybové hlášen .
Tento cyklus nemůžete vykonat při natočené rovině
obráběn .
HLOUBKA FRÉZOVÁNÍ Q1 (inkrementálně): vzdálenost
mezi pláštěm válce a dnem obrysu
PŘÍDAVEK NA ČISTO PRO STRANU Q3
(inkrementálně): př davek na čisto v rovině rozvinut
válce; př davek je účinný ve směru korekce poloměru
nástroje
BEZPEČNOSTNÍ VZDÁLENOST Q6 (inkrementálně):
vzdálenost mezi čelem nástroje a pláštěm válce
HLOUBKA PŘÍSUVU Q10 (inkrementálně): rozměr, o
který je nástroj pokaždé přisunut
POSUV NA HLOUBKU Q11: posuv při dráhových
pohybech v ose vřetena
POSUV PRO FRÉZOVÁNÍ Q12: posuv při pojezdech v
rovině obráběn
RADIUS VÁLCE Q16: poloměr válce, na kterém má být
obráběn obrys
ZPŮSOB KÓTOVÁNÍ ? GRAD=0 MM/INCH=1 Q17:
souřadnice rotačn osy v podprogramu programovány
ve stupn ch nebo mm (inch)
C
Z
8.5 SLcykly