5 slcykly – HEIDENHAIN TNC 426 (280 462) Uživatelská příručka
Stránka 184
171
HEIDENHAIN TNC 426
„Průniková“ plocha
Má být obrobena plocha vzniklá překryt m A a B. (Jednoduše
nepřekryté plochy maj zůstat neobrobené.)
n
A a B mus být kapsy.
n
A mus zač nat uvnitř B.
Plocha A:
15 LBL 1
16 L X+60 Y+50 RR
17 CC X+35 Y+50
18 C X+60 Y+50 DR-
19 LBL 0
Plocha B:
20 LBL 2
21 L X+90 Y+50 RR
22 CC X+65 Y+50
23 C X+90 Y+50 DR-
24 LBL 0
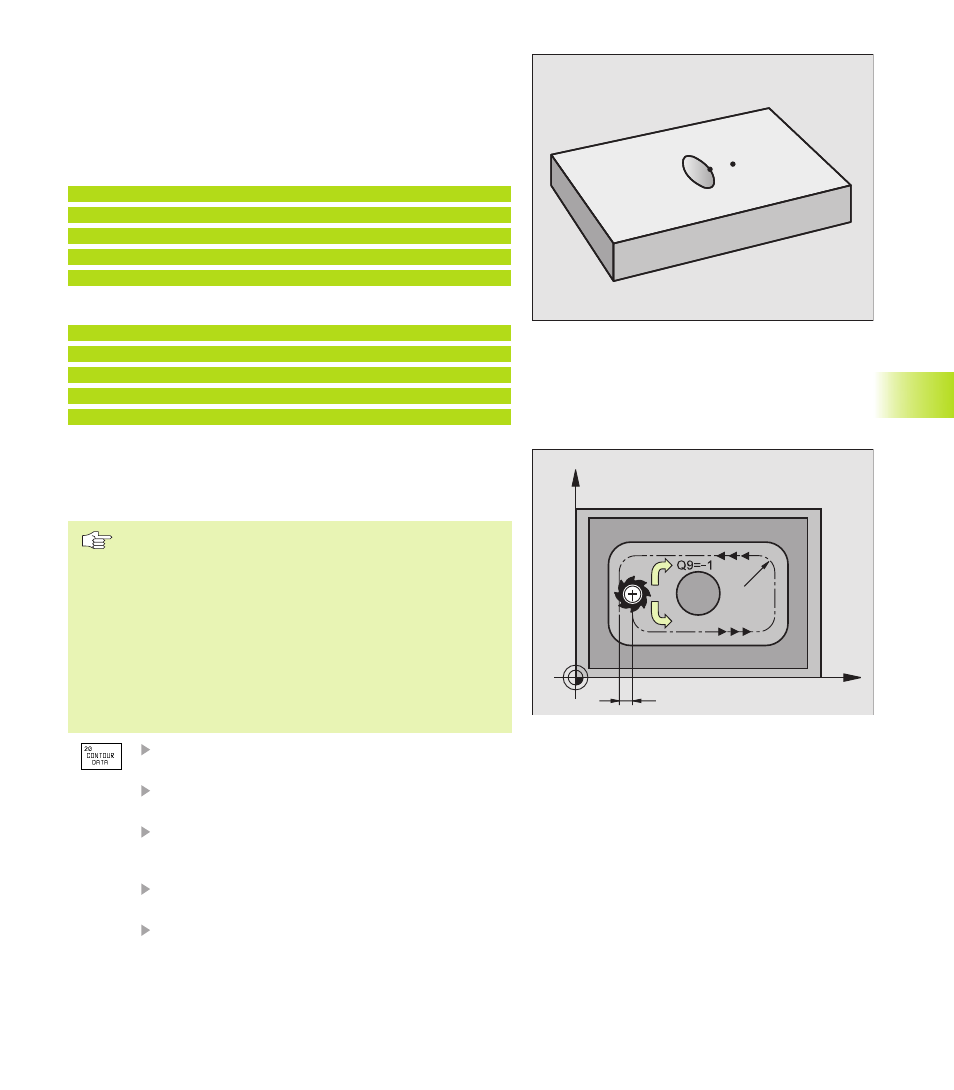
DATA OBRYSU (cyklus 20)
V cyklu 20 zadáte informace k obráběn pro podprogramy s d lč mi
obrysy.
Dbejte před programován m
Cyklus 20 je aktivn jako DEF, to znamená že cyklus 20 je
aktivn v programu obráběn od své definice.
Znaménko parametru HLOUBKA definuje směr obráběn .
V cyklu 20 zadané informace pro obráběn plat pro cykly
21 až 24.
Použijete li SL cykly v programech s Q parametry, pak
nesm te použ vat parametry Q1 až Q19 jako programové
parametry.
HLOUBKA FRÉZOVÁNÍ Q1 (inkrementálně): vzdálenost
mezi povrchem obrobku a dnem kapsy.
FAKTOR PŘEKRYTÍ DRÁHY NÁSTROJE Q2: Q2 x
poloměr nástroje udává stranový př suv k.
PŘÍDAVEK NA ČISTO PRO STRANU Q3
(inkrementálně): př davek na dokončen v rovině
obráběn .
PŘÍDAVEK NA ČISTO PRO DNO Q4 (inkrementálně):
př davek na dokončen pro HLOUBKU.
SOUŘADNICE POVRCHU DÍLCE Q5 (absolutně):
absolutn souřadnice povrchu obrobku
8.5 SLcykly
X
Y
k
Q9=+1
Q8
A
B