6 cykly pr o řádkován – HEIDENHAIN TNC 426 (280 462) Uživatelská příručka
Stránka 199
8 Programován : Cykly
186
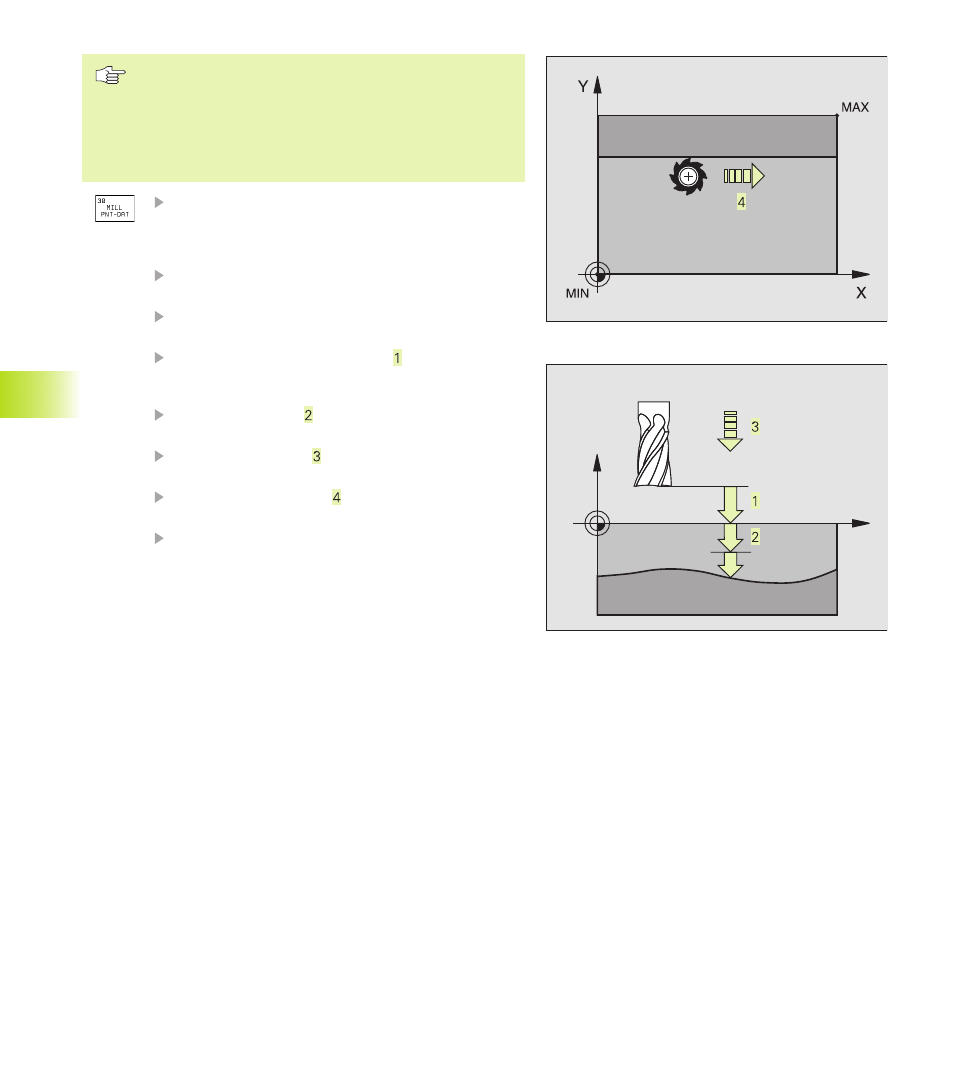
Dbejte před programován m
S cyklem 30 můžete obrobit digitalizovaná data nebo
soubory PNT.
Pokud obráb te soubory PNT, v nichž nen žádná
souřadnice osy vřetena, zjist se hloubka frézován z
programovaného MIN bodu osy vřetena.
JMÉNO PGM DIGITALIZOVANÁ DATA: zadat jméno
souboru, ve kterém jsou uložena digitalizovaná data;
pokud se soubor nenacház v aktuáln m adresáři, pak
zadejte úplnou cestu
MIN BOD PRAC.ROZSAHU: minimáln bod (souřadnice
X, Y a Z) rozsahu, ve kterém se má frézovat
MAX BOD PRAC.ROZSAHU: maximáln bod (souřadnice
X, Y a Z) rozsahu, ve kterém se má frézovat
BEZPEČNOSTNÍ VZDÁLENOST (inkrementálně):
vzdálenost mezi špičkou nástroje a povrchem obrobku
při pohybech s rychloposuvem
HLOUBKA PŘÍSUVU (inkrementálně): rozměr, o který
se nástroj pokaždé přisouvá
POSUV NA HLOUBKU : pojezdová rychlost nástroje při
zapichován v mm/min
POSUV PRO FRÉZOVÁNÍ : pojezdová rychlost nástroje
při frézován v mm/min
PŘÍDAVNÁ FUNKCE M: volitelné zadán př davné funkce,
např. M112
8.6 Cykly pr
o řádkován
X
Z