7 unit s – dokon čování – HEIDENHAIN SW 54843x-03 DIN Programming Uživatelská příručka
Stránka 119
HEIDENHAIN MANUALplus 620, CNC PILOT 640
119
2.7 Unit
s – Dokon
čování
Formulář Cyklus
H
Způsob vyjetí. Nástroj odjíždí v úhlu 45° proti směru
obrábění a jede do polohy „I, K“ (standardně: 3):
0: diagonálně
1: nejdříve směr X, pak směr Z
2: nejdříve směr Z, pak směr X
3: zastaví se na bezpečné vzdálenosti
4: nástroj neodjíždí (zůstane stát na koncové souřadnici)
5: diagonálně na startovní polohu
6: nejdříve směr X, pak směr Z na startovní polohu
7: nejdříve směr Z, pak směr X na startovní polohu
8: s G1 na I a K
I, K
Koncová pozice cyklu. Poloha do níž se najede na konci
cyklu (I: průměr)
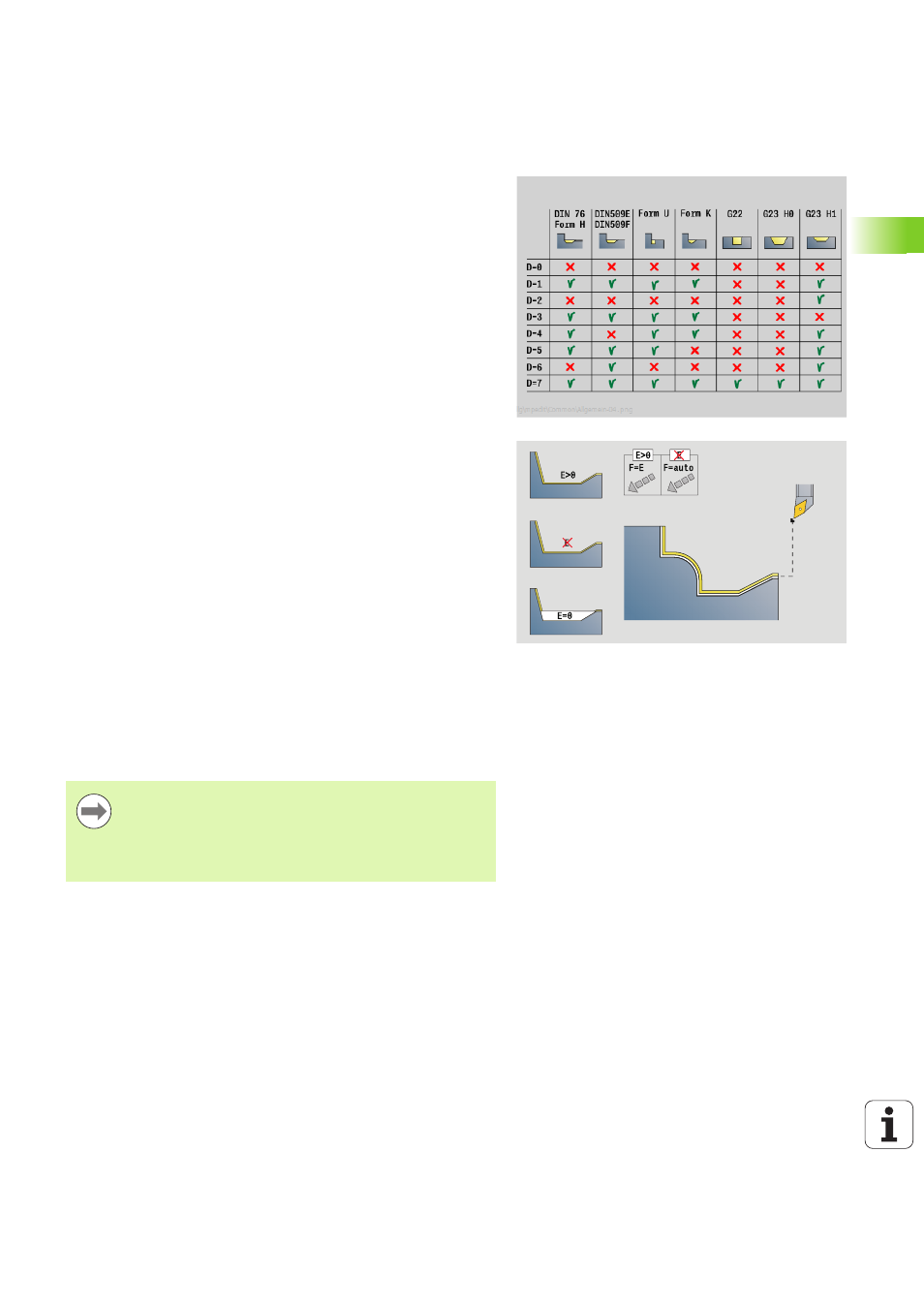
D
Potlačení prvků (viz obrázek)
E
Chování při zanoření
E=0: Klesající obrysy se neobrobí
E\>0: Posuv zanořování při obrábění klesajících
obrysových prvků. Klesající prvky obrysu se obrobí.
Bez zadání: Posuv zanořování se při obrábění
klesajících obrysových prvků redukuje – maximálně 50
%. Klesající prvky obrysu se obrobí.
O
Redukce posuvu kruhových prvků (standardně: 0)
0: aktivní redukce posuvu
1: bez redukce posuvu
DXX
Aditivní korekce 1 – 16
G58
Přídavek souběžně s obrysem (poloměr)
DI
Přídavek rovnoběžně s X
DK
Přídavek rovnoběžně se Z
Další formuláře: viz strana 60
Při aktivní redukci posuvu se každý „malý“ prvek obrysu
obrobí nejméně 4 otáčkami vřetena.
S adresou Dxx aktivujete aditivní korekci pro celý průběh
cyklu. Aditivní korekce se na konci cyklu opět vypne.
Aditivní korekce programujte v režimu „Chod programu“.