Metrický závit iso g35, Viz “metrický závit iso g35” na stranì 308, 19 závitové cykly – HEIDENHAIN SW 54843x-03 DIN Programming Uživatelská příručka
Stránka 308
308
Programování podle DIN
4.19 Závitové cykly
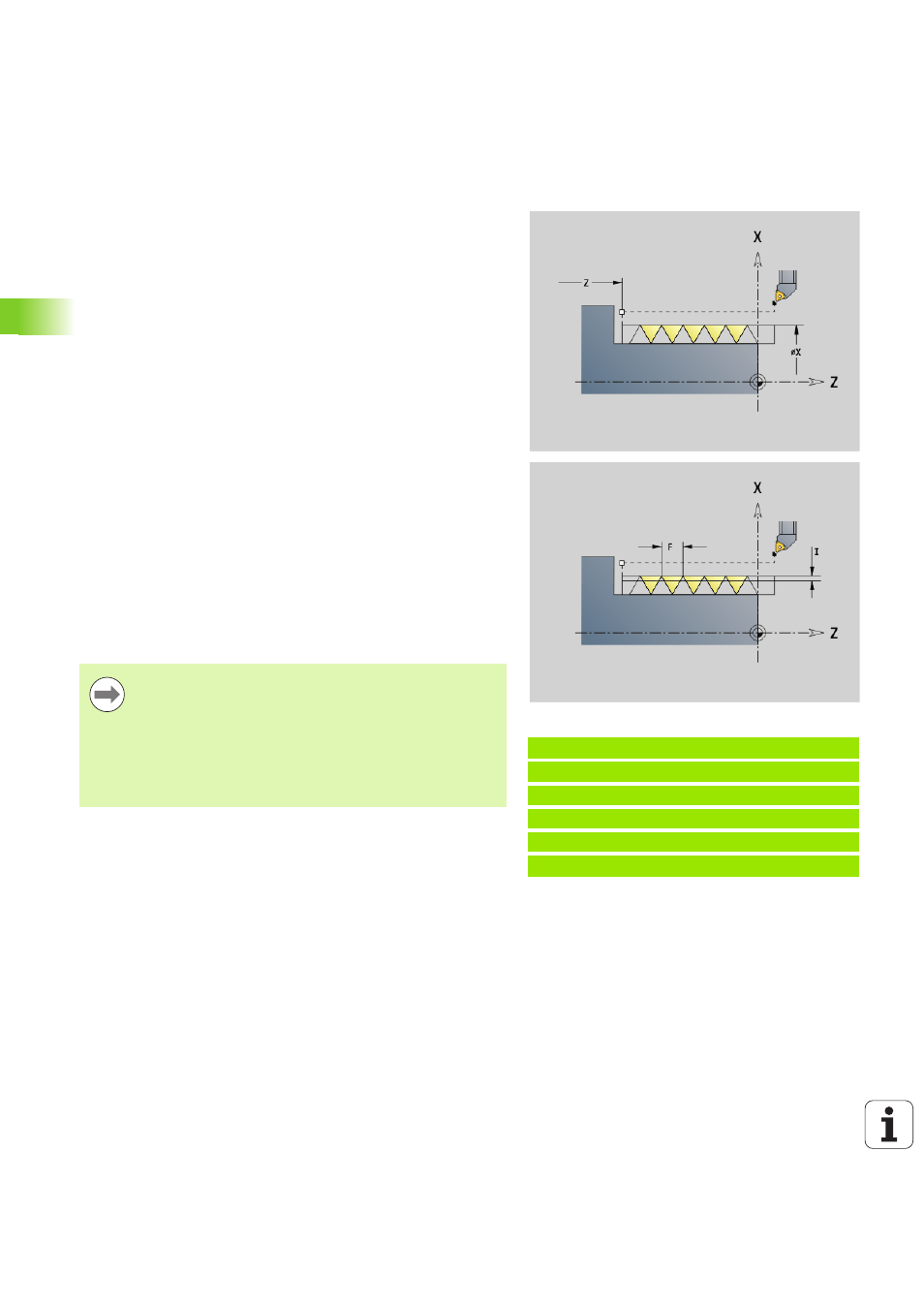
Metrický závit ISO G35
G35 zhotoví podélný závit (vnitřní nebo vnější závit). Závit začíná v
aktuální poloze nástroje a končí v „koncovém bodu X, Z“.
Řízení si zjistí z polohy nástroje vzhledem ke koncovému bodu závitu,
zda se zhotovuje vnější nebo vnitřní závit.
Przykład: G35
%35.NC
[G35]
N1 T5 G97 S1500 M3
N2 G0 X16 Z4
N3 G35 X16 Z-29 F1.5
KONEC (ENDE)
Parametry
X
Koncový bod závitu (průměr)
Z
Koncový bod závitu
F
Stoupání závitu
I
Maximální přísuv
Bez zadání: I se vypočte ze stoupání závitu a hloubky závitu
Q
Počet chodů naprázdno po posledním řezu (k odstranění
řezného tlaku na dně závitu) – (standardně: 0)
V
Způsob přísuvu (standardně:: 0); podrobné informace viz
0: konstantní průřez třísky u všech řezů
1: konstantní přísuv
2: s rozdělením posledního řezu První přísuv = „zbytek“
dělení hloubka závitu / hloubka řezu. „Poslední řez“ se
rozdělí na řezy 1/2, 1/4, 1/8 a 1/8.
3: přísuv se vypočítá ze stoupání a otáček
4: jako MANUALplus 4110
5: konstantní přísuv (jako ve 4290)
6: konstanta se zbytkem (jako ve 4290)
„Stop cyklu“ – Řízení zdvihne nástroj z drážky závitu a
zastaví pak všechny pohyby. (Dráha zdvihu:
Konfigurační parametr OEM cfgGlobalPrperties-
threadliftoff)
U vnitřních závitů je nutné předvolit „stoupání závitu F“,
jelikož průměr axiálního prvku není průměr závitu.
Použije-li se Řízení k určení stoupání závitu, je nutno
počítat s drobnými odchylkami.
Provádění cyklu
1 Vypočte se rozdělení řezů.
2 Provede se jeden řez závitu.
3 Vrátí se rychloposuvem zpět a provede přísuv pro další řez.
4 Opakuje 2...3, až je závit dokončen.
5 Provede řezy naprázdno.
6 Odjede zpět do bodu startu.