19 závitové cykly – HEIDENHAIN SW 54843x-03 DIN Programming Uživatelská příručka
Stránka 305
HEIDENHAIN MANUALplus 620, CNC PILOT 640
305
4.19 Závitové cykly
Cyklus určuje závit podle „koncového bodu závitu“, „hloubky závitu“ a
aktuální polohy nástroje.
První přísuv = „zbytek“ dělení hloubka závitu / hloubka řezu.
Čelní závit: Pro čelní závit použijte G31 s definicí obrysu.
W
Úhel kužele (rozsah: -45° < W < 45°) – (standardně: 0)
Poloha kuželového závitu vzhledem k podélné nebo příčné
ose:
W\>0: stoupající obrys (ve směru obrábění)
W<0: klesající obrys
Parametry
Przykład: G32
. . .
N1 T4 G97 S800 M3
N2 G0 X16 Z4
N3 G32 X16 Z-29 F1.5 [Závit]
. . .
Parametry
C
Výchozí úhel (začátek závitu leží definovaně vůči prvkům
obrysu, jež nejsou rotačně symetrické) – (standardně: 0)
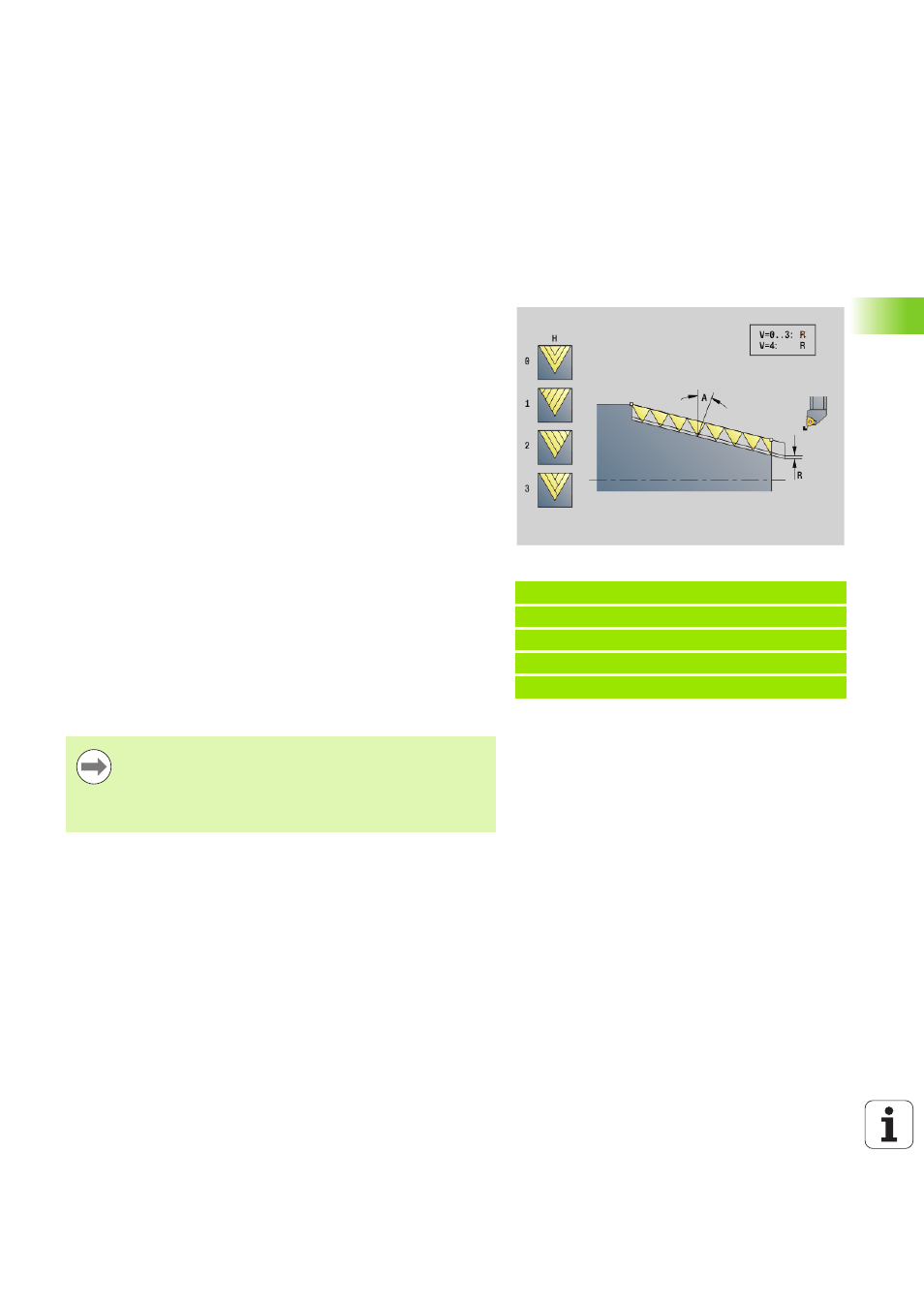
A
Úhel přísuvu (standardně 30°)
R
Zbývající řezy (standardně: 0)
0: rozdělení „posledního řezu“ na poloviční řez, čtvrtinový a
osminový řez.
1: bez rozdělení posledního řezu
E
Proměnné stoupání (zatím bez účinku)
Q
Počet chodů naprázdno po posledním řezu (k odstranění
řezného tlaku na dně závitu) – (standardně: 0)
D
Počet chodů u vícechodých závitů
J
Vztažný směr:
Bez zadání: Vztažný směr se zjistí z prvního prvku obrysu.
J=0: Axiální závit
J=1: Radiální závit
„Stop cyklu“ – Řízení zdvihne nástroj z drážky závitu a
zastaví pak všechny pohyby. (Dráha zdvihu:
Konfigurační parametr OEM cfgGlobalProperties-
threadliftoff)
Override posuvu neúčinkuje.
Provádění cyklu
1 Vypočte se rozdělení řezů.
2 Provede se jeden řez závitu.
3 Vrátí se rychloposuvem zpět a provede přísuv pro další řez.
4 Opakuje 2...3, až je závit dokončen.
5 Provede řezy naprázdno.
6 Odjede zpět do bodu startu.