24 obrábění čelní / zadní strany, Rychloposuv čelní/zadní strana g100 – HEIDENHAIN SW 54843x-03 DIN Programming Uživatelská příručka
Stránka 338
338
Programování podle DIN
4.24 Obráb
ění
čelní / zadní strany
4.24 Obrábění čelní / zadní strany
Rychloposuv čelní/zadní strana G100
G100 jede rychloposuvem nejkratší cestou do „koncového bodu“.
Przykład: G100
. . .
N1 T7 G197 S1200 G195 F0.2 M104
N2 M14
N3 G110 C0
N4 G0 X100 Z2
N6 G100 XK20 YK5 [Rychloposuv na čelní
straně]
N7 G101 XK50
N8 G103 XK5 YK50 R50
N9 G101 XK5 YK20
N10 G102 XK20 YK5 R20
N11 G14
N12 M15
. . .
Parametry
X
Koncový bod (průměr)
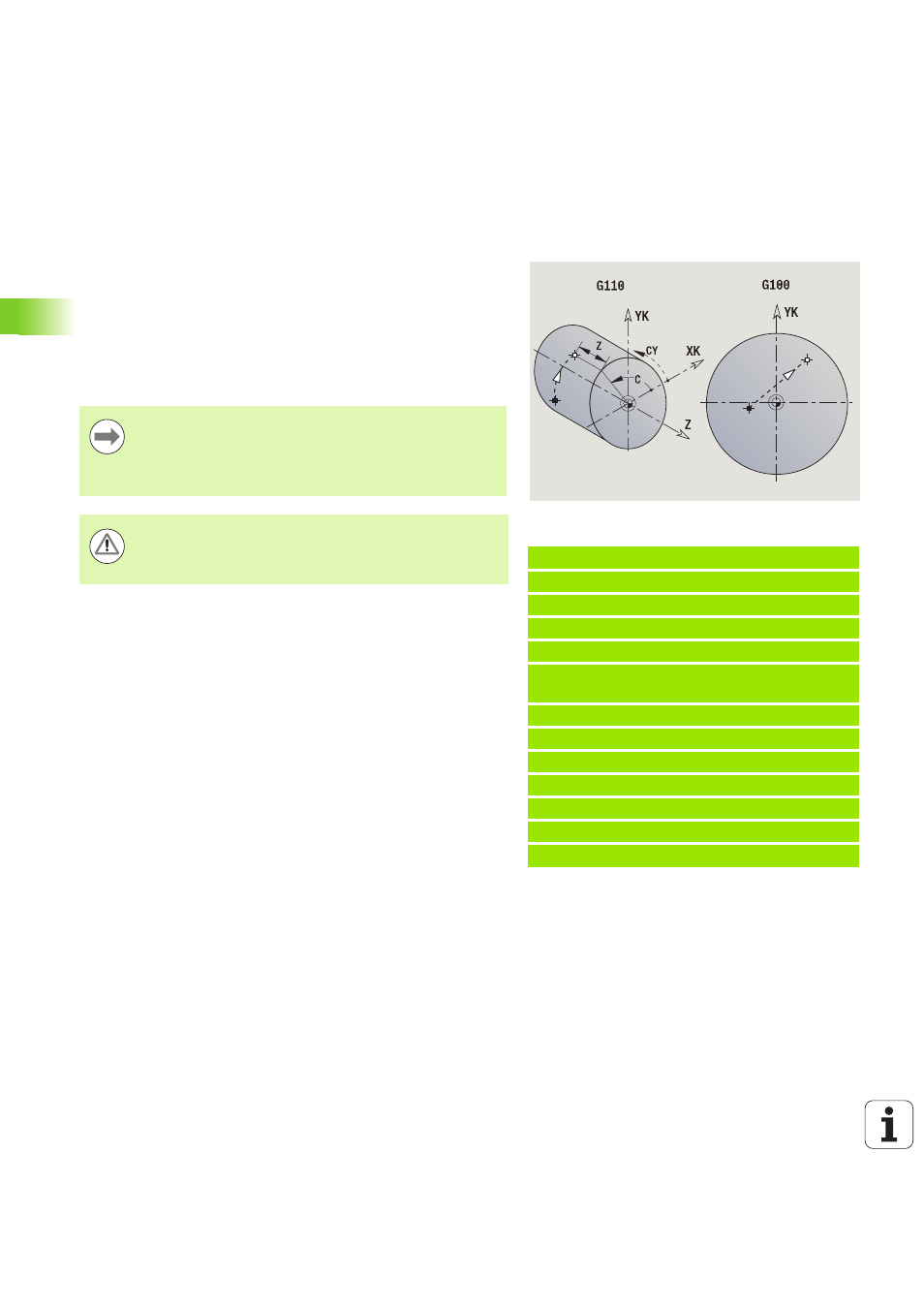
C
Koncový úhel – směr úhlu: viz pomocný obrázek
XK
Koncový bod (kartézsky)
YK
Koncový bod (kartézsky)
Z
Koncový bod (standardně: aktuální poloha Z)
Programování:
X, C, XK, YK, Z: absolutně, inkrementálně nebo
samodržně
Programujte buďto X – C, nebo XK – YK
Pozor nebezpečí kolize!
Při G100 provádí nástroj přímočarý pohyb. K
napolohování obrobku na určitý úhel použijte G110.