Posunutí nulového bodu g51, 13 posunutí nulového bodu – HEIDENHAIN SW 54843x-03 DIN Programming Uživatelská příručka
Stránka 259
HEIDENHAIN MANUALplus 620, CNC PILOT 640
259
4.13 Posunutí nulového bodu
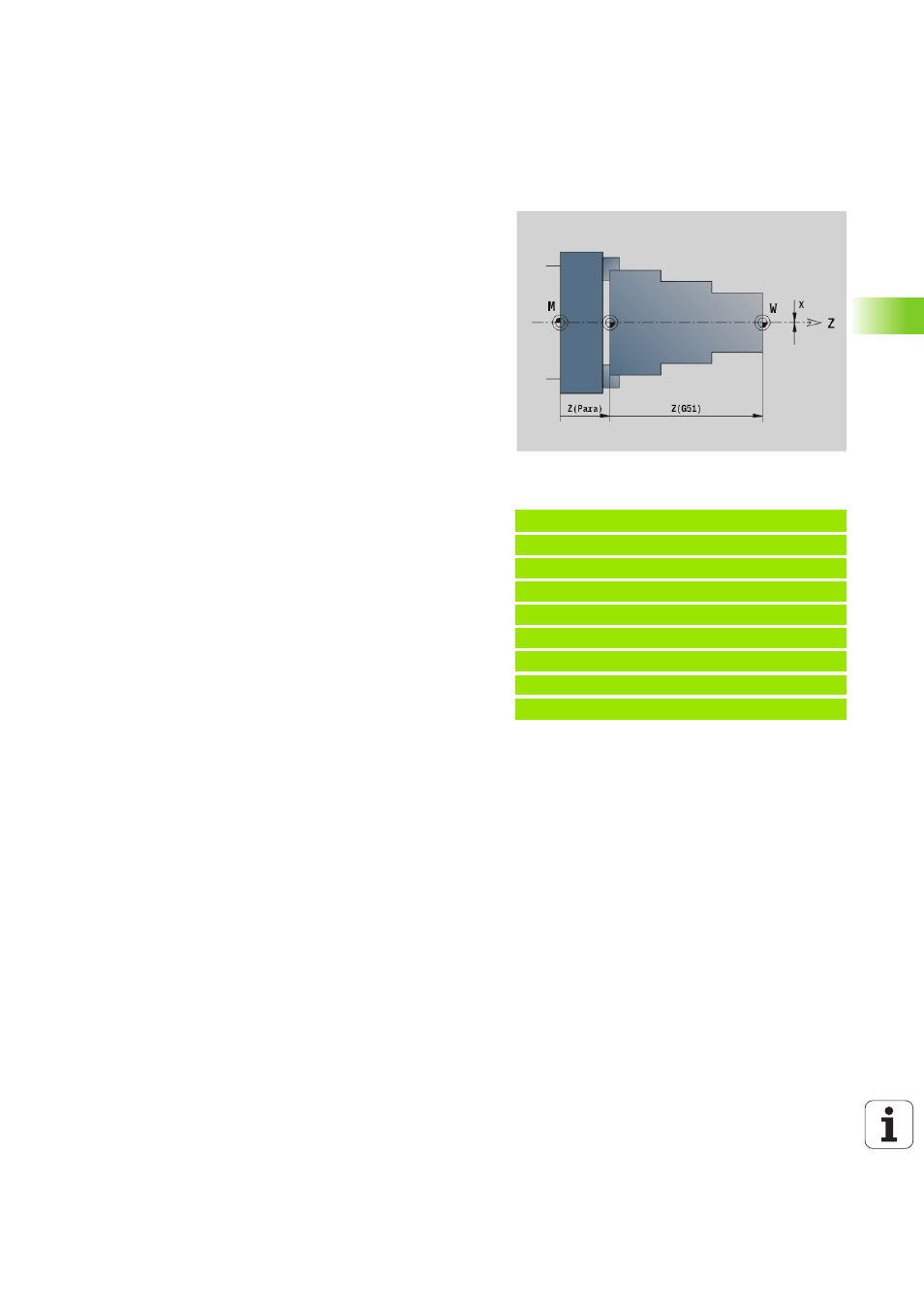
Posunutí nulového bodu G51
G51 posouvá nulový bod obrobku o definovanou hodnotu ve zvolené
ose. Toto posunutí se vztahuje k nulovému bodu obrobku
definovanému v seřizovacím režimu.
I když budete G51 programovat vícekrát, zůstává vztažným bodem
nulový bod obrobku nadefinovaný v provozním režimu seřizování.
Toto posunutí nulového bodu obrobku platí do konce programu, nebo
dokud není zrušeno jiným posunutím nulového bodu.
Parametry
X
Posunutí (poloměr)
Y
Posun (závisí na stroji)
Z
Posunutí
U
Posun (závisí na stroji)
V
Posun (závisí na stroji)
W
Posun (závisí na stroji)
Przykład: G51
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X62 Z5
N3 G810 NS7 NE12 P5 I0.5 K0.2
N4 G51 Z-28 [Posunutí nulového bodu]
N5 G0 X62 Z-15
N6 G810 NS7 NE12 P5 I0.5 K0.2
N7 G51 Z-56 [Posunutí nulového bodu]
. . .