Zapichování g860, Ena o parametry o a u (viz „zapichování, G860” na stránce 281) – HEIDENHAIN SW 54843x-03 DIN Programming Uživatelská příručka
Stránka 281: R d (viz „zapichování, 17 obrysové cykly soustružení
HEIDENHAIN MANUALplus 620, CNC PILOT 640
281
4.17 Obrysové cykly soustružení
Zapichování G860
G860 obrábí definovanou část obrysu. Buď předáte referenci na
obráběný obrys v parametrech cyklu nebo definujete obrys hned po
vyvolání cyklu (viz „Práce s obrysovými cykly” na stránce269).
Obráběný obrys může obsahovat několik prohlubní. Podle potřeby se
obráběná plocha rozdělí do několika úseků.
Parametry
ID
Pomocný obrys – identifikační číslo obráběného obrysu
NS
Číslo počátečního bloku
Začátek části obrysu, nebo
Odvolávka na zápich popsaný pomocí G22-/G23-Geo
NE
Číslo koncového bloku (konec části obrysu):
Není-li NE programováno: Obrysový prvek NS se obrobí ve
směru definice obrysu.
NS = NE programováno: Obrysový prvek NS se obrobí proti
směru definice obrysu.
NE odpadá, je-li obrys definován pomocí G22-/G23-Geo.
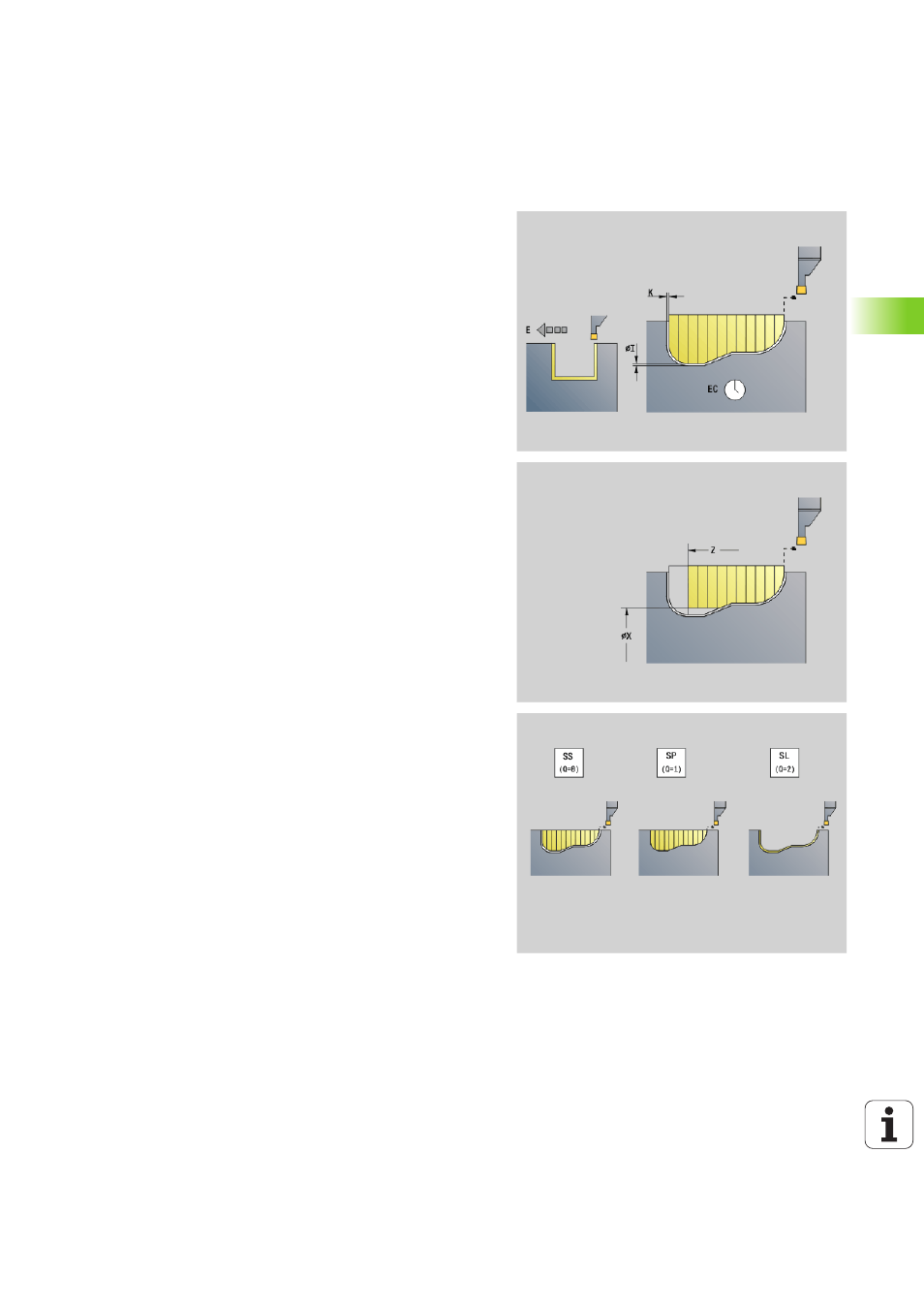
I
Přídavek ve směru X (rozměr průměru) - (standardně: 0)
K
Přídavek ve směru Z (standardně: 0)
Q
Průběh (standardně: 0)
0: hrubování a dokončování
1: pouze hrubování
2: pouze dokončování
X
Omezení řezu ve směru X (rozměr průměru) – (standardně: řez
bez omezení)
Z
Omezení řezu ve směru Z – (standardně: řez bez omezení)
V
Vyznačení začátku/konce (standardně: 0) Zkosení / zaoblení
se provede:
0: na začátku a na konci
1: na začátku
2: na konci
3: bez obrábění
E
Dokončovací posuv (standardně: aktivní posuv)
EC
Časová prodleva
D
Otáčky na dně zápichu