Metrický závit iso g38, 19 závitové cykly – HEIDENHAIN SW 54843x-03 DIN Programming Uživatelská příručka
Stránka 311
HEIDENHAIN MANUALplus 620, CNC PILOT 640
311
4.19 Závitové cykly
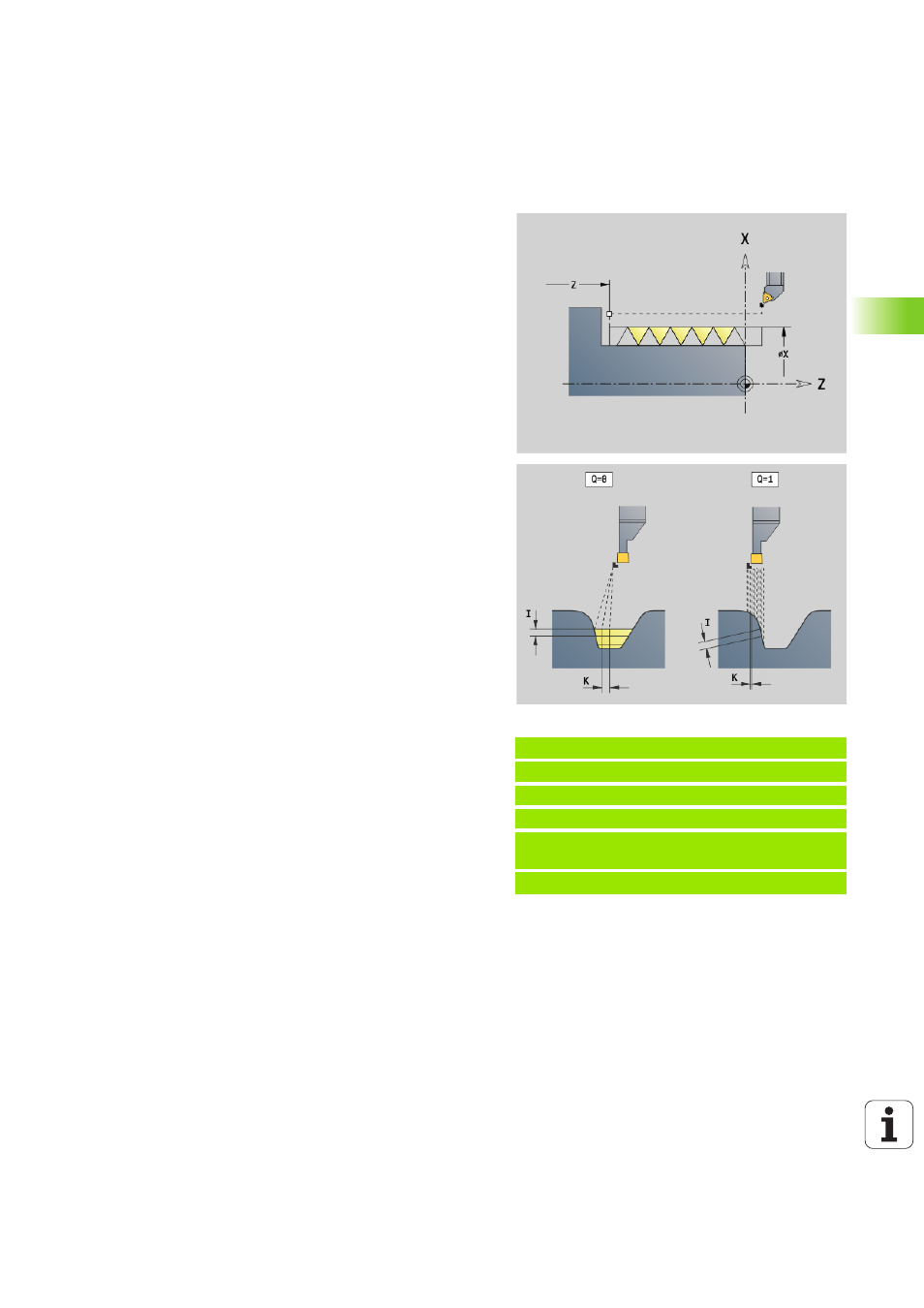
Metrický závit ISO G38
Cyklus G38 vytvoří válcový závit, jehož tvar závitu neodpovídá tvaru
nástroje. Pro obrábění použijte zapichovací nebo půlkulatý nástroj
Obrys chodu závitu popište jako pomocný obrys. Pozice pomocného
obrysu se musí shodovat se startovní polohou řezů závitu. V cyklu
můžete zvolit celý pomocný obrys nebo jen jeho části.
Przykład: G38
%352.NC
[G38]
N1 T5 G97 S1500 M3
N2 G0 X43 Z4
N3 G38 ID"123" NS3 NE5 X40 Z-30 F1.5 I0.8
K0.5 J3 C0
KONEC (ENDE)
Parametry
ID
Název pomocného obrysu
NS
Startovní blok obráběného obrysu
NE
Koncový blok obráběného obrysu
Q
Hloubka závitu
0: Hrubování: Obrys se vyhrubuje po řádcích s maximálním
přísuvem I a K. Zohlední se naprogramovaný (G58 nebo
G57) přídavek.
1: Obrábění načisto: Chod závitu se tvoří jednotlivými řezy
podél obrysu. S I a K definujete vzdálenosti mezi
jednotlivými řezy závitu na obrysu.
X
Koncový bod závitu X
Z
Koncový bod závitu Z
F
Stoupání závitu
I
Maximální přísuv
Při Q = 0: Hloubka přísuvu
Při Q=1: Rozteč mezi řezy načisto jako délka oblouku
K
Maximální přísuv
Při Q = 0: Šířka přesazení
Při Q=1: Rozteč mezi řezy načisto na přímce
J
Délka výběhu
C
Úhel startu
O
Způsob přísuvu
0: rychloposuvem
1: posuvem